


ķL▌ö╣▄Ą└║Ė┐pĄūŲ¼öĄūų╗»ĪóūRäe╝░Å═įu╝╝ąg蹊┐┼cīŹ█`
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║äóą┬┴Ķ └ŅÅŖ ė┌║Į ┴║ÅŖ ĢrķgŻ║2019-7-17 ķåūxŻ║
äóą┬┴Ķ └ŅÅŖ ė┌║Į ┴║ÅŖ
ÅV¢|┤¾∙ię║╗»╠ņ╚╗ÜŌėąŽ▐╣½╦Š
š¬ ꬯║║Ė┐p╔õŠĆĄūŲ¼╩ŪÖz£y║Ė┐p┘|┴┐Ą─ųžę¬╬─╝■Ż¼Ą½ė╔ė┌║Ė┐p╔õŠĆĄūŲ¼öĄō■┴┐┤¾Ż¼ą┼ŽóČÓŻ¼═Ļ╚½═©▀^╚╦╣ż▀Mąą╚▒Ž▌ūRäeĄ─ėąą¦ąį▓ŅĪŻ═©▀^ī”║Ė┐pĄūŲ¼▀MąąöĄūų╗»Ż¼Į©┴ółDŽ±ūįäėūRäeĄ─┤¾öĄō■Ęų╬÷─Żą═╝░║Ė┐pĄūŲ¼öĄūų╗»╣▄└ĒŽĄĮyŻ¼ī”─│į┌ę█╣▄Ą└57 500Åł║Ė┐pĄūŲ¼┘|┴┐Ą─ūįäėįu┼ąęį╝░ī”║Ė┐pĄūŲ¼ųąļ[▓žĄ─│¼ś╦╚▒Ž▌▀Mąąį┘ūRäeŻ¼šę│÷┴╦ąĶųž³cĻPūóĄ─Łh║Ė┐p╬┤╚█║Ž╚▒Ž▌ĪŻ
ĻPµIį~Ż║║Ė┐pĄūŲ¼Ż╗öĄūų╗»Ż╗ūRäeŻ╗Å═įuŻ╗╝╝ąg蹊┐Ż╗īŹ█`
ė═ÜŌ╣▄Ą└╩ŪķLŠÓļx▌ö╦═Ą─ŠĆąį╣ż│╠Ż¼ų„ę¬▓╔╚Ī║ĖĮėĘĮ╩Į▀BĮėĪó┬±ĄžĘĮ╩ĮĘ¾įOĪŻŁh║Ė┐p╩Ū╣▄Ą└š¹¾w┘|┴┐Ą─▒Ī╚§Łh╣ØŻ¼Ųõ┘|┴┐║├ē─ų▒Įėė░ĒæĄĮ╣▄Ą└Ą─▀\ąą░▓╚½ĪŻĮ³─ĻüĒć°ā╚ŽÓ└^│÷¼FČÓŲ┼c╣▄Ą└Łh║Ė┐pėąĻPĄ─ą╣┬®║═öÓ┴č╩┬╣╩Ż¼įņ│╔┴╦ųž┤¾ĮøØ·ōp╩¦║═Ž¹śOė░ĒæĪŻę“┤╦ąĶę¬ĮĶų·ėąą¦Ą─╝╝ągĘĮĘ©║═╩ųČ╬Ż¼╚½├µ┼┼▓ķ╣▄Ą└Łh║Ė┐p┤µį┌Ą─┘|┴┐░▓╚½’LļUĪŻĄ½ė╔ė┌║Ė┐p╔õŠĆĄūŲ¼┴┐┤¾Ż¼ą┼ŽóČÓŻ¼═Ļ╚½═©▀^╚╦╣ż▀Mąą╚▒Ž▌ūRäeėąą¦ąį▌^▓ŅŻ¼ą¦┬╩ę▓║▄Ą═ĪŻ
═©▀^ī”║Ė┐pĄūŲ¼▀MąąöĄūų╗»Ż¼Į©┴ółDŽ±ūįäėūRäeĄ─┤¾öĄō■Ęų╬÷─Żą═╝░║Ė┐pĄūŲ¼öĄūų╗»╣▄└ĒŽĄĮyŻ¼ĮŌøQ┴╦Į©įOŲ┌║Ė┐pĄūŲ¼ķLŲ┌▒Ż┤µĄ─å¢Ņ}Ż¼īŹ¼F┴╦ī”į┌ę█╣▄Ą└▀\ąąŲ┌║Ė┐pĄūŲ¼┘|┴┐Ą─ūįäėįu┼ąęį╝░ī”║Ė┐pĄūŲ¼ųąļ[▓žĄ─│¼ś╦╚▒Ž▌▀Mąąį┘ūRäeĪŻ
1 ų„ę¬▓Į¾E
1.1 ║Ė┐p╔õŠĆĄūŲ¼öĄūų╗»
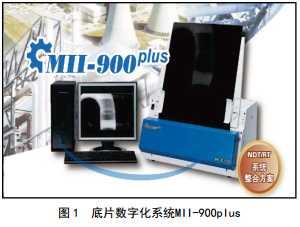
╩╣ė├╣żśI╔õŠĆÖz£y╣żśI─zŲ¼Ą─īŻė├öĄūų╗»ŽĄĮyŻ║ MII-900plusŻ¼▀Mąą╔õŠĆĄūŲ¼öĄūų╗»Ż¼▓óīóŲõ▐D╗»×ķę╗Č©Ė±╩ĮĄ─å╬éĆ╬─╝■Ż©łD 1Ż®ĪŻę¬Ū¾╔½▓╩╔ŅČ╚Ż║8 bit/16 bit╗ęļAŻ©256╗ęļAīė/65536╗ęļAīėŻ®Ż╗╣ŌīWĘų▒µ┬╩Ż║ŅAįO├┐ėó┤ń300³cŻ©300 dpiŻ®Ż¼ūŅ┤¾æ¬─▄▀_ĄĮ2400 dpiŻ╗║Ė┐pÆ▀├Ķ║┌Č╚▀_ĄĮ2.5ęį╔ŽŻ¼ūŅ┤¾║┌Č╚─▄▀_ĄĮ4.7ĪŻ
1.2 Į©┴ó║Ė┐pĄūŲ¼öĄō■Äņ▓ó╚ļÄņ
ė╔ė┌įŁ╩╝ĄūŲ¼Ą─▒Ż┤µŚl╝■╩▄Ģrķg║═ŁhŠ│Ą─ė░Ēæ▌^ ┤¾Ż¼Ųõš{ķåę▓┤µį┌ę╗Č©Ą─å¢Ņ}Ż¼×ķīŹ¼F║Ė┐pĄūŲ¼įŁ╩╝ą┼ŽóĄ─▒Ż┤µŻ¼▓óŪę─▄ē“▀Mąą┐ņ╦┘Īó£╩┤_Ą─š{╚Ī▓ķ┐┤Ż¼▀Mąą┴╦╔õŠĆĄūŲ¼Ą─öĄūų╗»Æ▀├Ķ▀^│╠Ż¼╩╣ķL▌ö╣▄ŠĆĄ─ĄūŲ¼į┌ūį╚╗ŁhŠ│Ž┬Ą─╬’└Ē▒Ż┤µ▐D╗»×ķöĄūų╗»▒Ż┤µĪŻ
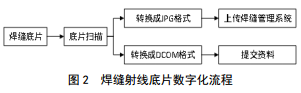
Į©┴ó║Ė┐pĄūŲ¼öĄō■ÄņĪŻ░³└©╦„ę²▒ĒįOėŗŻ¼╦„ę²▒ĒöĄō■õø╚ļŻ¼╦„ę²▒ĒöĄō■╚ļÄņŻ¼░┤ššęčėą║Ė┐pŠÄ╠¢Ż¼ī”Ė„éĆ║Ė┐pĄūŲ¼▀MąąŠÄ┤aŻ¼ūŅ║¾īó╔õŠĆĄūŲ¼Æ▀├ĶĮY╣¹╚ļÄņŻ¼öĄūų╗»┴„│╠╚ńłD 2╦∙╩ŠĪŻ║Ė┐pĄūŲ¼╬─╝■Ą─├³├¹▓╔ė├Žõ╠¢+║Ė┐┌ŠÄ╠¢Ą─ĘĮ╩ĮŻ¼▒Ńė┌▓ķįāĪŻ
1.3 Æ▀├ĶĄūŲ¼ūRäeŪ░▀Mąąą▐Ų¼
▓╔ė├öĄūų╗»ŽĄĮyųąĄ─łDŽ±╠Ä└ĒŽĄĮy║═Microsoftoffice Picture manager╣▓═¼ī”ĄūŲ¼▀MąąłDą╬▓┘ū„Ż¼╠Ä└Ē║Ė┐pĄūŲ¼Ą─╝y└Ē╠žš„ĪŻßśī”┘|┴┐▓╗║├Ą─ĄūŲ¼Ż¼▓╔ė├łDŲ¼ūāėŗ▄ø╝■į÷╝ėłDŽ±Ą─┴┴Č╚Īóī”▒╚Č╚Īóųąą─ģ^ė“Ą─ųąķg╔½š{š{š²Ą╚Ż¼╩╣╚▒Ž▌│õĘų▒®┬ČŻ¼▒ŻūC╣▄Ą└║Ė┐pĄūŲ¼Ą─╚▒Ž▌ęūūRäeĪó¤o╦└ĮŪĪó¤o├żģ^ĪŻī”▓┐Ęų┘|┴┐ėąå¢Ņ}Ą─ĄūŲ¼Ż¼ąĶī”Ųõ▒Ē├µĄ─«É╬’▀MąąŪÕ└Ē║═ųžą┬Æ▀├ĶöĄūų╗»Ż¼▒M┐╔─▄Ą─▒Ż│ųĄūŲ¼įŁ╩╝ą┼ŽóĄ─═Ļš¹ąįĪŻī”║Ė┐pĄūŲ¼ā╔▀ģ┤µį┌é╬╚▒ŪĘęį╝░ĘŪ║Ė┐pĄūŲ¼ą┼ŽóĮoėĶŪÕ│²ĪŻ
1.4 ķ_š╣║Ė┐p╚▒Ž▌ūRäe╝░Å═įu
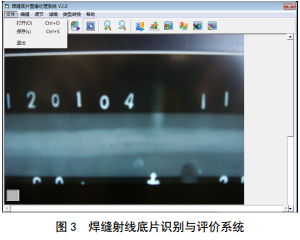
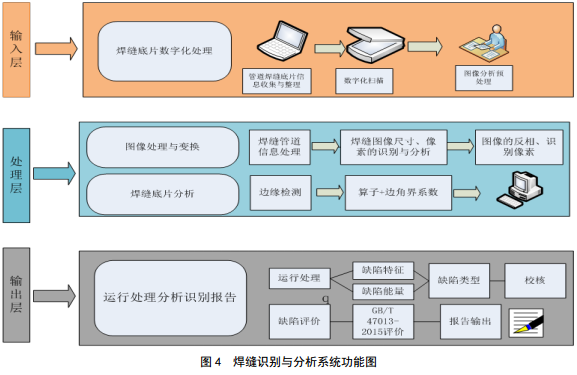
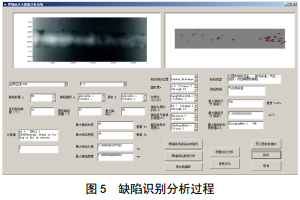
ķ_š╣║Ė┐płDŽ±Ą─╚▒Ž▌╠žš„╠ß╚Ī║═ūįäėūRäeĪŻī”öĄūų╗»łDŽ±▀MąąŅA╠Ä└ĒŻ¼▓ó▓╔ė├▀ģŠēÖz£yĪó╚▒Ž▌Ė·█ÖĪółDŽ±į÷ÅŖĪóŠĆąįūāōQĪółDŽ±ą╬æBīW╠Ä└ĒĪó╦Ńūė╚┌║ŽĄ╚ĘĮĘ©Ż¼½@╚ĪłDŽ±Ą─╝y└Ē╠žš„Ż¼ėŗ╦Ń│÷╚▒Ž▌łDŽ±╠žš„ųĄŻ¼ī”║Ė┐p╚▒Ž▌╠žš„▀Mąą╠ß╚ĪĪŻūįäėī”╚▒Ž▌ŅÉą═▀MąąĘųŅÉŻ¼╚ń┴č╝yĪó╬┤║Ė═ĖĪó╬┤╚█║ŽĪółAą╬╚▒Ž▌ĪóŚlą╬╚▒Ž▌Ą╚ĪŻūŅąĪūRäe╚▒Ž▌│▀┤ń╠žš„æ¬▓╗┤¾ė┌1 mmĪŻ║Ė┐p╔õŠĆĄūŲ¼ūRäe┼cįuārŽĄĮy╚ńłD 3╦∙╩ŠĪŻŽĄĮy╣”─▄╚ńłD 4╦∙╩ŠĪŻ╚▒Ž▌ūRäeĘų╬÷▀^│╠╚ńłD 5╦∙╩ŠĪŻ
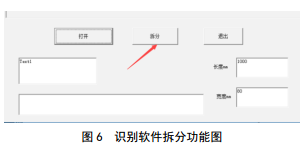
Ż©1Ż®öĄūų╗»łDŽ±ūįäėĘųĖŅĪŻ║Ė┐pĄūŲ¼ķLČ╚▀^ķLŻ¼Ģ■ī¦ų┬öĄō■Ęų╬÷ĢröĄūų╗»ĄūŲ¼ą┼ŽóĄ─╩¦šµŻ¼▓óŪę¤oĘ©£╩┤_ūRäeŲõųąĄ─╚▒Ž▌ĪŻ×ķ▒Ńė┌ī”ĄūŲ¼ųą┤µį┌Ą─╚▒Ž▌ūRäe┼cĘų╬÷Ż¼▓╔ė├▒Š▄ø╝■ī”ĄūŲ¼▀MąąöĄūų╗»ĘųĖŅŻ¼╚ńłD 6╦∙╩ŠŻ¼Ė∙ō■ĄūŲ¼īŹļH│▀┤ń▀Mąą▓ĘųĪŻ
Ż©2Ż®öĄūų╗»łDŽ±╚źįļĪŻį┌įŁ╩╝łDŽ±Ą─╗∙ĄA╔ŽŻ¼ ▓╔ė├┐šė“ūāōQĘĮĘ©Ż¼╠Ä└ĒłDŽ±Ą─╗ęČ╚ųĄŻ¼ßśī”ūāōQė“ųąĄ──│ą®öĄųĄĄ─ŽĄöĄ▀Mąą▀ē▌ŗ▀\╦ŃŻ¼Å─ČÓŠSČ╚£p╔┘łDŽ±ųąĄ─įļ┬ĢŻ¼į┘▀MąąĘ┤ūā╗»Ą─ĮĄĄ═ŠSČ╚╠Ä└ĒŻ¼īó║¼ėąįļ┬ĢłDŽ±▐D╗žįŁüĒĄ─┐šķgė“Ż¼▀^×V│²╚źĘ┴ĄKėŗ╦Ńęį╝░▓╗▒Ńė┌Įė╩▄Ą─ą┼ŽóĪŻ
Ż©3Ż®łDŽ±į÷ÅŖ╝╝ągĪŻÆ▀├Ķ║¾Ą─öĄūų╗»ĄūŲ¼ą┼Žó┴┐┤¾Ż¼ŪÕ╬·Č╚ėąŽ▐Ż¼╚▒Ž▌╠Ä─▄┴┐ųĄ▓╗ūŃĪŻ×ķĖ─╔ŲłDŽ±┘|┴┐Ż¼╠ßĖ▀║Ė┐pūRäe▄ø╝■ŽĄĮyī”─┐ś╦ģ^ė“Ą─ūRäeŻ¼▓╔ė├łDŽ±į÷ÅŖ╝╝ągī”įŁłDŽ±▀MąąöĄō■ūāōQŻ¼▀_ĄĮį÷ÅŖĄūŲ¼ī”▒╚╔½Ą──┐Ą─ĪŻ
Ż©4Ż®▀ģŠēÖz£y┼c║Ė┐pöĄūų╗»ĄūŲ¼╠žš„╠ß╚ĪĪŻī”ęčĮøöĄūų╗»╠Ä└ĒĄ─║Ė┐pĄūŲ¼Ż¼▓╔ė├║Ė┐płDŽ±Ą─▀ģŠēÖz£yĘĮĘ©Ż¼░³└©Robert╦ŃūėĪó Sobel╦ŃūėĪó Prewitt╦ŃūėĪóCanny╦ŃūėĄ╚Ż¼╗∙ė┌ą╬æBīWłDŽ±╠Ä└Ē╝╝ąg║═ČÓ╦Ńūė╚┌║Ž╠Ä└Ē╝╝ągŻ¼üĒ╠ßĖ▀łDŽ±▀ģŠēÖz£yŠ½Č╚ĪŻ
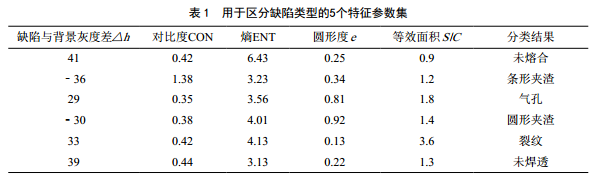
Ż©5Ż®öĄūų╗»ĄūŲ¼Ęų╬÷ūRäeĪŻę└ō■NB/T 47013.2©D2015ś╦£╩Ż¼ī”öĄūų╗»ĄūŲ¼ųą┤µį┌Ą─╗∙ĄAą┼Žó▀MąąŅA╠Ä└ĒŻ¼▓╔ė├▀ģŠēÖz£y┼cķōųĄĘų╬÷Ą─ĘĮĘ©╠ß╚Ī╠žš„ģóöĄŻ¼╠ß╚ĪĄ─ģóöĄ▓╔ė├Ąõą═╚▒Ž▌SVMČÓŅÉĘųŅÉŲ„ĘĮĘ©śŗįņ║»öĄŻ¼ī”Ųõųą┤µį┌Ą─║Ė┐p╚▒Ž▌▀MąąĘų╬÷ĪóūRäeĪŻ╚ń┴č╝yĪó╬┤║Ė═ĖĪó╬┤╚█║ŽĪółAą╬ŖAį³ĪóŚlą╬ŖAį³Ą╚╚▒Ž▌Ż¼└¹ė├▒Ē 1╦∙╩ŠĄ─5éĆ╠žš„ģóöĄ╝»äØĘų╚▒Ž▌ŅÉą═Ż¼▓óī”Ųõ┐╔Įė╩▄ąį▀MąąįuārĪŻ
1.5 ╚╦╣żÅ═║╦▄ø╝■ūRäeĮY╣¹
┐╝æ]ĄĮ▄ø╝■┐╔┐┐ąįĄ─å¢Ņ}Ż¼▀xō±RT-III╝ē╚╦åTŻ¼ī”║Ė┐pĄūŲ¼öĄūų╗»ĪóūRäeĪóÅ═įuĮY╣¹▀Mąąę╗Č©▒╚└²Ą─╚╦╣żÅ═║╦Ż¼┤_▒Ż┘|┴┐ĪŻ
1.6 ā╚Öz£yą┼╠¢▓óąąÅ═▓ķ
ī”║Ė┐pĄūŲ¼Ą─║Ė┐pā╚Öz£yą┼╠¢▀MąąÅ═▓ķĪŻĮY║Ž╣▄Ą└Łh║Ė┐pĄ─╬╗ų├ą┼ŽóŻ¼ųž³cĻPūó╩®╣żŲ┌ķgįu╝ē×ķII╝ēĄ─ĄūŲ¼ĪóĘĄą▐┐┌ĪóĮ┐┌ĪóČ╠╣ØŻ©ķLČ╚1.5 męįŽ┬Ż®ā╔Č╦║Ė┐pĪóÅØŅ^ā╔Č╦║Ė┐pĪó┤®┐ńįĮ╣▄Ą└ā╔Č╦║Ė┐pĪóĄž┘|×─║”Ė▀’LļU╣▄Č╬║Ė┐p╝░ā╚Öz£ył¾ĖµĄ─║Ė┐p«É│ŻĪŻ
1.7 ║Ė┐pĄūŲ¼┼cā╚Öz£yą┼╠¢ī”²R
īó║Ė┐pĄūŲ¼┼cā╚Öz£y║Ė┐pą┼╠¢▀Mąąī”²RŻ¼Į©┴óę╗ę╗ī”æ¬ĻPŽĄŻ¼║Y▀x│÷ČÓėÓĄ─║Ė┐pĄūŲ¼ęį╝░¤oĄūŲ¼Ą─║Ė┐pĪŻ
1.8 ║Ė┐pĄūŲ¼öĄūų╗»╬─╝■╝░ūRäeĪóÅ═įuĮY╣¹╚ļÄņ
īó║Ė┐pĄūŲ¼öĄūų╗»╬─╝■ęį╝░ūRäeĮY╣¹õø╚ļ╣▄Ą└ą┼Žó╣▄└ĒŽĄĮy▀MąąöĄūų╗»┤µÖnĪŻ
1.9 ╚▒Ž▌ķ_═┌“×ūC╝░ą▐Å═
Ė∙ō■║Ė┐pĄūŲ¼ūRäe╝░Å═įuĮY╣¹Ż¼▓óĮY║Žā╚Öz£yą┼╠¢Å═▓ķĮY╣¹Ż¼┤_Č©¼Fł÷ķ_═┌“×ūC³cŻ╗Ė∙ō■¼Fł÷ķ_═┌“×ūC╚▒Ž▌Å═£yŪķørŻ¼▀Mąą║¼╚▒Ž▌╣▄Ą└▀mė├ąįįuārŻ¼▓ó╝░Ģr▀Mąąą▐Å═ĪŻ
2 │╔╣¹ĮķĮB
║Ė┐pĄūŲ¼öĄūų╗»╣▄└ĒŽĄĮy═©▀^─│╣▄Ą└57 500ÅłķL▌ö╣▄Ą└║Ė┐pĄūŲ¼Ą─öĄūų╗»┤µÖnĪó╚▒Ž▌ūRäe╝░Å═įuŻ¼Å═įu│÷ąĶę¬ųž³cĻPūóĄ─Łh║Ė┐p╬┤╚█║Ž╚▒Ž▌Ż¼ėąą¦ĮĄĄ═┴╦ę“║Ė┐p╚▒Ž▌╩¦ą¦Č°Ä¦üĒĄ─’LļUĪŻ
2.1 Į©┴ó╣▄Ą└Łh║Ė┐pĄūŲ¼öĄūų╗»ĪóūRäe╝░Å═įu╝╝ągĘĮĘ©
Ż©1Ż®ł╠ąąś╦£╩ęÄĘČĪŻ GB/T 26141©D1©D2010/ISO 14096©D1:2005ĪȤoōpÖz£y╔õŠĆššŽÓĄūŲ¼öĄūų╗» ŽĄĮyĄ─┘|┴┐ĶbČ©ĪĘĄ┌1▓┐ĘųŻ║Č©┴xĪóŽ±┘|ģóöĄĄ─Č©┴┐£y┴┐Īóś╦£╩ģó┐╝ĄūŲ¼║═Č©ąį┐žųŲĪŻ GB/T 26141©D2©D2010/ISO 14096©D2:2005ĪȤoōpÖz£y╔õŠĆššŽÓĄūŲ¼öĄūų╗»ŽĄĮyĄ─┘|┴┐ĶbČ©ĪĘĄ┌2▓┐ĘųŻ║ūŅĄ═ę¬Ū¾ĪŻ NB/T 47013.2©D2015 │ąē║įOéõ¤oōpÖz£yĄ┌2▓┐Ęų:╔õŠĆÖz£yĪŻ API 579©D1/ASME FFS©D1©D2016ĪČ╣▄Ą└▀mė├ąįįuārś╦£╩ĪĘĪŻ BS7910ĪČĮī┘ĮYśŗ┴č╝y“×╩šįuČ©ĘĮĘ©ųĖ─ŽĪĘĪŻ GB 31267©D2015ĪČė═ÜŌ▌ö╦═╣▄Ą└═Ļš¹ąį╣▄└ĒęÄĘČĪĘĪŻ
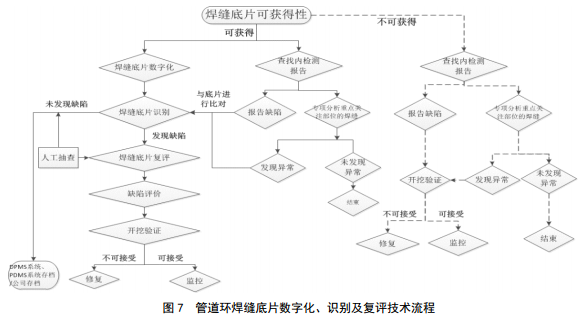
Ż©2Ż®║Ė┐pĄūŲ¼öĄūų╗»ĪóūRäe╝░Å═įu╝╝ąg┴„│╠ĪŻĖ∙ō■║Ė┐p╔õŠĆĄūŲ¼┐╔½@Ą├ąįŻ¼┐╔ęįšęĄĮ╣▄Ą└║Ė┐p╔õŠĆĄūŲ¼Ą─▓┐ĘųŻ╗¤o║Ė┐p╔õŠĆĄūŲ¼Ą─▓┐ĘųĪŻ╝╝ąg┴„│╠╚ńłD 7╦∙╩ŠŻ¼┐╔║Y▀x│÷ąĶę¬ųž³cĻPūóĄ─║Ė┐pĪóĮ©įOŲ┌ČÓėÓĄ─ĄūŲ¼ęį╝░¤oĄūŲ¼Ą─║Ė┐pĪŻ
2.2 īŹ¼F║Ė┐pĄūŲ¼öĄūų╗»▓óą╬│╔║Ė┐pĄūŲ¼öĄūų╗»╣▄└ĒŽĄĮy
×ķĘĮ▒Ń▓ķįā║═š{ė├Ż¼Ė∙ō■Ė„║Ė┐┌ŠÄ╠¢Ż¼▀Mąą║Ė┐pŠÄ┤aĄ─═¼Ģr▀MąąöĄō■ÄņĄ─Į©įOŻ¼Ųõų„ę¬░³└©ęįŽ┬Ė„ų¦ŠĆ¤oōpÖz£ył¾ĖµĪóÅ═įuöĄō■ĮyėŗĪóöĄūų╗»Æ▀├ĶĮY╣¹ĪóūRäeįuārĘų╬÷ł¾ĖµĄ╚ĪŻłD 8╦∙╩Š×ķ║Ė┐pöĄūų╗»╣▄└ĒŽĄĮyĪŻ
2.3 ūRäe│÷ąĶųž³cĻPūóĄ─╣▄Ą└Łh║Ė┐p
į┌ī”╣▄Ą└Łh║Ė┐pĄūŲ¼ūRäe┼cÅ═įuĄ─▀^│╠ųąŻ¼ĮY║Ž╚╦╣żÅ═įu┼cūįäėūRäe╝╝ągŠC║Ž┼ąöÓŻ¼░l¼F▓┐Ęų║ĖŲ¼┤µį┌╬┤╚█║Ž╚▒Ž▌ĪŻĮøĮM┐Ść°ā╚ÖÓ═■║Ė┐pįuŲ¼īŻ╝ęĮM▀Mąą┬ō║ŽįuīÅŻ¼▀Mę╗▓ĮūRäe│÷┴╦ąĶę¬ĮoėĶųž³cĻPūóĄ─Łh║Ė┐pĪŻ║¾└mīóĮY║Ž¼Fł÷ų▄▀ģŁhŠ│╩ŪʱŠ▀éõķ_═┌Śl╝■Ż¼īŹ╩®ķ_═┌“×ūCŻ¼═Ļ│╔╚▒Ž▌įuār║═ą▐Å═ĪŻ
3 ĮYšō
Ż©1Ż®╗∙ė┌łDŽ±ūįäėūRäeĄ─║Ė┐pĄūŲ¼┤¾öĄō■Ęų╬÷─Żą═Ż¼ī”▀\ĀIŲ┌╣▄Ą└║Ė┐pĄūŲ¼▀Mąą╚▒Ž▌ūRäe╝░Å═įu╩Ūėąą¦Ą─ĪŻ
Ż©2Ż®═Ļ╔Ų┴╦╣▄Ą└╗∙ĄAöĄō■Äņęį╝░öĄō■£╩┤_ąįŻ¼╠ß╔²┴╦╣▄Ą└╚š│Ż╣▄└Ē╦«ŲĮ╝░╩┬╣╩╩┬╝■ĢrĄ─æ¬╝▒ą¦┬╩ĪŻ
Ż©3Ż®īŹ¼F┴╦ī”Üv╩Ę║Ė┐pĄūŲ¼öĄō■ą┼ŽóĄ─╔ŅČ╚═┌Š“Ż¼░l¼F▓┐Ęų║ĖŲ¼┤µį┌╬┤╚█║Ž╚▒Ž▌Ż¼▓óĮY║ŽĄž└Ē╬╗ų├Īó╚▒Ž▌ć└ųžŪķørĄ╚ę“╦žŻ¼šę│÷┴╦ąĶę¬ųž³cĻPūóĄ─Łh║Ė┐pļ[╗╝ĪŻ
Ż©4Ż®ĮĄĄ═╣▄Ą└Łh║Ė┐p’LļU╦«ŲĮŻ¼▒▄├Ōųž┤¾╣▄Ą└╩┬╣╩░l╔·Ż¼▒ŻšŽ╣▄Ą└░▓╚½▀\ąąŻ¼ĮøØ·║═╔ńĢ■ą¦ęµ’@ų°ĪŻ
ū„š▀Ż║äóą┬┴ĶŻ¼┼«Ż¼ 1973─Ļ╔·Ż¼┤T╩┐Ż¼¼Fį┌ÅV¢|┤¾∙ię║╗»╠ņ╚╗ÜŌėąŽ▐╣½╦Š╝╝ągĘ■äš▓┐╣żū„Ż¼ų„ę¬Å─╩┬╣▄Ą└═Ļš¹ąį╣▄└ĒŽÓĻPĄ─╝╝ąg╣żū„ĪŻ
2019─ĻĄ┌4Ų┌Ż©┐éĄ┌47Ų┌Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
