


X80õō╣▄┬▌ą²║Ė┐p┴č╝y│╔ę“Ęų╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║ģŪÕ\ÅŖŻ╗┌w┐ĄŻ╗ŚŅõhŲĮŻ╗Óu▒¾Ż╗ĘĮąl(w©©i)┴ų ĢrķgŻ║2020-7-21 ķåūxŻ║
ģŪÕ\ÅŖ1 ┌w┐Ą1 ŚŅõhŲĮ2 Óu▒¾1 ĘĮąl(w©©i)┴ų1
1.╬„▓┐╣▄Ą└Ęų╣½╦ŠŻ╗ 2.ųąć°╩»ė═╝»łF╩»ė═╣▄╣ż│╠╝╝ąg(sh©┤)蹊┐į║
š¬ ꬯║─│į┌ę█X80▌öÜŌ╣▄Ą└░l(f©Ī)¼F(xi©żn)┬▌ą²║Ė┐pā╚(n©©i)▒Ē├µ┤µį┌┴č╝yĪŻŪą╚ĪśėŲĘ║¾Ż¼ī”Ųõ▀Mąą╦«ē║įć“×Īó║Ļė^Öz£yĪó¤oōpÖz£yĪóļŖńRĘų╬÷ĪóĮŽÓĘų╬÷ĪŻĮY(ji©”)╣¹▒Ē├„Ż║įō┴č╝y×ķ║Ė┐pā╚(n©©i)▒Ē├µ┴č╝yŻ¼ķL64 mmĪó╔Ņ15 mmŻ¼║¼┴č╝y╣▄Ą─│ą▌d─▄┴”×ķ22 MPaŻ╗įō┴č╝yė╔║ĖĮėįŁ╩╝╚▒Ž▌ę²ŲŻ¼į┌╣żÅS╦«ē║įć“×╗“¼F(xi©żn)ł÷╦«ē║įć“×ĢröUš╣ą╬│╔Ż╗║ĖĮėįŁ╩╝╚▒Ž▌×ķ╚█║Ž▓╗┴╝╗“║ĖĮė¤ß┴č╝yŻ¼į┌╣żÅS▀Mąą┴╦═Ōča║ĖŻ¼Ą½╬┤─▄ÅžĄūŽ¹│²įŁ╩╝╚▒Ž▌ĪŻĮ©ūh╣żÅS╔·«a(ch©Żn)õō╣▄Ģrć└Ė±ł╠(zh©¬)ąą║Ė┐pča║Ė║═¤oōpÖz£y┐žųŲ│╠ą“ĪŻ
ĻP(gu©Īn)µIį~Ż║X80õō╣▄Ż╗┬▌ą²║Ė┐pŻ╗ča║ĖŻ╗┴č╝y
─┐Ū░Ż¼╬„ÜŌ¢|▌öČ■ŠĆĪó╬„ÜŌ¢|▌ö╚²ŠĆĪóųąČĒ¢|ŠĆĄ╚ųž┤¾ė═ÜŌ╣▄Ą└╣ż│╠ęč┤¾ęÄ(gu©®)─Ż▓╔ė├ć°«a(ch©Żn)X80┬▌ą²║Ė╣▄Ż¼ŲõĘ■ę█ķLČ╚│¼▀^5 000╣½└’Ż¼ęÄ(gu©®)─Ż×ķ╩└Įńų«ūŅŻ¼Ę■ę█Ģrķg│¼▀^10─ĻŻ¼ų┴Į±╬┤░l(f©Ī)╔·ę“õō╣▄┘|(zh©¼)┴┐ę²ŲĄ─×─(z©Īi)ļyąį╩┬╣╩[1-2]Ż¼▀@┼cõō╣▄┘|(zh©¼)┴┐┐žųŲŽóŽóŽÓĻP(gu©Īn)[3-4]ĪŻ
X80┬▌ą²║Ė╣▄╔·«a(ch©Żn)│╠ą“×ķŻ║įŁ┴Ž╚ļÅSÖz“×Īóķ_ŠĒ│CŲĮĪóŃŖ▀ģĪó│╔ą═Īóā╚(n©©i)/═Ō║ĖĪó╦«ē║Ū░X╔õŠĆÖz£yŻ©ųĖ∙Ż¼ 100%╚½║Ė┐pŻ®Īó║Ė┐pča║ĖŻ©╚ńėą╚▒Ž▌Ż®Īó╦«ē║įć“ׯ©ųĖ∙Ż®Īó└Ē╗»įć“ׯ©ęÄ(gu©®)Č©┼·┤╬Ż®Īó╦«ē║║¾│¼┬Ģ▓©Öz£yŻ©ųĖ∙Ż¼ 100%╚½║Ė┐pūįäėÖz£yĪó─Ė▓─╣▄Č╦ūįäėÖz£yĪó├żģ^(q©▒)╝░ča║Ė┐p╩ųäėÖz£yŻ®Īó╣▄Č╦öUÅĮĪó╦«ē║║¾X╔õŠĆÖz£yŻ©ųĖ∙Ż¼ 100%╚½║Ė┐pÖz£yŻ¼╣▄Č╦Īóča║Ė┐pūźłD╗“┼─Ų¼Ż®Īó╣▄Č╦Ų┬┐┌╝ė╣żĪó╣▄Č╦╩ųäė│¼┬Ģ▓©Öz£yŻ©ųĖ∙Ż¼ 100%╣▄Č╦Č╦├µŻ¼╚ńėąę¬Ū¾┐╔ė├Ųõ╦¹▒Ē├µ╚▒Ž▌Öz£yĘĮĘ©[5]Ż®Īó│╔ŲĘÖz“ׯ©ųĖ∙Ż¼═Ōė^ĪóÄū║╬│▀┤ńĄ╚Ż®ĪóćŖś╦Īó╚ļÄņĪŻ
│²┤╦ų«═ŌŻ¼śI(y©©)ų„å╬╬╗▀Ćę²╚ļĄ┌╚²ĘĮ±vÅS▒O(ji©Īn)įņÖCśŗ(g©░u)░┤▒O(ji©Īn)įņ│╠ą“?q©▒)”õō╣▄╔·«a(ch©Żn)▀Mąą▒O(ji©Īn)ČĮÖz“ׯ¼░³└©īÅ║╦╣żÅS┘Y┘|(zh©¼)Īó╚╦åT┘Y┘|(zh©¼)ĪóįO(sh©©)éõėŗ┴┐ąŻ£╩ŪķørĪó╣ż╦ć╬─╝■Īó┘|(zh©¼)┴┐¾wŽĄĄ╚Ż╗▒O(ji©Īn)ČĮÖz▓ķįŁ▓─┴Ž╚ļÅSÅ═(f©┤)“×Īó║ĖĮė╣ż╦ćįuČ©Īó╩ū┼·Öz“ׯ╗▒O(ji©Īn)ČĮÖz▓ķ╔Ž┴ŽĪó│╔ą═Īó║ĖĮėĪó╣▄Č╦öUÅĮĄ╚╔·«a(ch©Żn)▓Į¾EŻ╗▒O(ji©Īn)ČĮÖz▓ķ╔õŠĆÖz£yĪó│¼┬Ģ▓©Öz£yĪó╦«ē║įć“×Īó└Ē╗»įć“×Īó│╔ŲĘÖz“ץ╚┘|(zh©¼)┴┐Öz“×▓Į¾EŻ¼▓óą╬│╔ęŖūCėøõø[6]ĪŻ
ė╔┤╦┐╔ęŖŻ¼ X80┬▌ą²║Ė╣▄ėąć└Ė±Ą─╔·«a(ch©Żn)│╠ą“Īó┘|(zh©¼)┴┐┐žųŲ║═Ą┌╚²ĘĮ▒O(ji©Īn)ČĮÖz“ׯ¼╗∙▒Š▓╗Ģ■│÷¼F(xi©żn)┘|(zh©¼)┴┐å¢Ņ}ĪŻ╣Pš▀ĮķĮBę╗Ų║▒ęŖĄ─ć°«a(ch©Żn)X80õō╣▄┬▌ą²║Ė┐p┴č╝y╚▒Ž▌Ż¼▓ó═©▀^╚▒Ž▌│╔ę“Ęų╬÷Ż¼╠ß│÷õō╣▄┘|(zh©¼)┴┐┐žųŲĮ©ūhŻ¼╣®śI(y©©)ā╚(n©©i)ģó┐╝ĪŻ
1 ╚▒Ž▌Ė┼ør
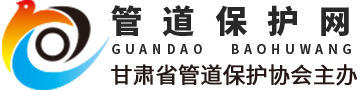
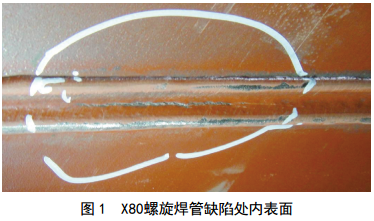
─│į┌ę█▌öÜŌ╣▄ŠĆā╚(n©©i)Öz£yĢr░l(f©Ī)¼F(xi©żn)┴╦ČÓ╠Ä«É│ŻŻ¼ķ_═┌║¾Įø(j©®ng)│¼┬ĢÖz£yĪó╔õŠĆÖz£y┤_Č©Ż¼įō╣▄ŠĆ─│╠Ä┬▌ą²║Ė┐p┤µį┌ā╚(n©©i)▓┐┴č╝yą═╚▒Ž▌ĪŻ×ķ┤_▒Ż░▓╚½Ż¼śI(y©©)ų„ī”įō╠Ä▀Mąą┴╦öÓ╣▄ōQ╣▄ū„śI(y©©)ĪŻŪąĖŅ║¾═©▀^╣▄Ą└ā╚(n©©i)▒Ē├µė^▓ņ░l(f©Ī)¼F(xi©żn)Ż¼įō╠Ä┤_īŹ┤µį┌ķLČ╚╝s55 mmĄ─┴č╝yŻ¼╚ńłD 1╦∙╩ŠĪŻ║¼╚▒Ž▌õō╣▄×ķX80┬▌ą²║Ė┐põō╣▄Ż¼ęÄ(gu©®)Ė±×ķ”Ą 1 219Ī┴18.4 mmŻ¼│÷ÅSŪ░ėøõø’@╩ŠŲõĖ„ĒŚųĖś╦║Ž Ė±Ż¼Ą½┤µį┌2╠Äča║ĖĪŻ
2 │ą▌d─▄┴”įć“×
×ķÖz“×║¼╚▒Ž▌õō╣▄│ą▌d─▄┴”Ż¼ģó┐╝SY/T 5992©D2012ĪČ▌ö╦═õō╣▄ņo╦«ē║▒¼ŲŲįć“×ĘĮĘ©ĪĘŻ¼ī”Ūą╚ĪĄ─╣▄Č╬▀Mąą╦«ē║▒¼ŲŲįć“×ĪŻ╦«ē║įć“×╣▄Č╬Ż©įćśėŻ®╚½ķL9.99 mŻ¼Ä¦ėą▓┐ĘųĘ└Ė»īėŻ¼┴č╝yŠÓļx╣▄Č╦3.15 mŻ¼╚ńłD 2╦∙╩ŠĪŻ
2.1 įćśėÖz“×
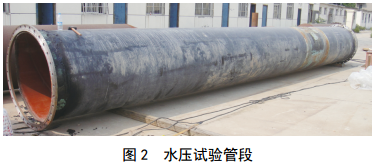
įć“×Ū░ī”įćśė▀Mąą═Ōė^Īó▒┌║±Īóų▄ķL│ķÖzŻ¼Š∙ØMūŃę¬Ū¾ĪŻęį╚▒Ž▌×ķųąą─Ż¼į┌╚▒Ž▌ĖĮĮ³400Ī┴400 mmĘČć·ā╚(n©©i)▀Mąą5Ī┴5³c▒┌║±£yįćŻ¼ĮY(ji©”)╣¹ę▓ØMūŃś╦£╩ę¬Ū¾ĪŻī”║¼╚▒Ž▌╠ÄĘųäe▀Mąą╔õŠĆÖz£yĪóŽÓ┐žĻćÖz£yĪó│ŻęÄ(gu©®)│¼┬Ģ▓©Öz£yĄ╚¤oōpÖz£yŻ¼ŽÓ┐žĻć║═╔õŠĆÖz£y┤_Č©Ą─═Ō▒Ē├µ╚▒Ž▌ķLČ╚╝s×ķ60 mmŻ¼│¼┬Ģ▓©Öz£y┤_Č©ŲõķLČ╚╝s×ķ120 mmŻ¼╚ńłD 3╦∙╩ŠĪŻ
2.2 ╦«ē║įć“×
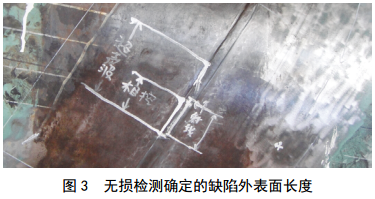
įćśėį┌3.6 MPaĪó 7.2 MPaĪó 12.0 MPaŻ©įO(sh©©)ėŗē║┴”Ż®Īó 13.2 MPaŻ©╣▄Ą└¼F(xi©żn)ł÷╦«ē║įć“×ē║┴”ųĄŻ®║═16.0 MPaŻ©õō╣▄│÷ÅSĢrĄ─╦«ē║ē║┴”Ż®ś╦£╩ņo╦«ē║Śl╝■Ž┬Ęųäe▒Żē║900 sĪó 900 sĪó 1 800 sĪó 900 s║═900 sŻ¼╬┤░l(f©Ī)╔·ą╣┬®Ż╗└^└m(x©┤)╝ėē║ų┴23.5 MPaĢrŻ¼║Ė┐p┴č╝y╠Äą╣┬®Ż¼▒¼┐┌ā╚(n©©i)▒Ē├µķLČ╚╝s×ķ55 mmĪó═Ō▒Ē├µķLČ╚╝s×ķ16 mmŻ¼ą╣┬®╚▒Ž▌╠Äā╚(n©©i)═Ōą╬├▓╚ńłD 4╦∙╩ŠĪŻ
3 öÓ┐┌Ęų╬÷
3.1 ║Ļė^Ęų╬÷
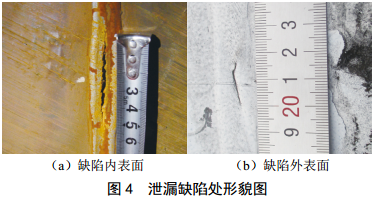
┴č╝y╬╗ė┌║Ė┐pųąą─Ż¼Ųõųąā╚(n©©i)▒Ē├µķLČ╚×ķ55 mmŻ¼═Ō▒Ē├µķLČ╚×ķ16 mmŻ¼╚▒Ž▌ūŅķL×ķ64 mmĪŻ╚źĄ¶▒Š┤╬╦«ē║įć“×įņ│╔Ą─ą╣┬®ģ^(q©▒)Ż¼┴č╝y╚▒Ž▌ė╔ā╚(n©©i)═∙═Ō╔ŅČ╚×ķ15 mmŻ¼ų╗╩Ż4 mm▒┌║±Ż¼ė├ė┌│ą╩▄▀\ąąē║┴”ĪŻ╚ńłD 5╦∙╩ŠŻ¼┴č╝y╚▒Ž▌╝ÜĘų×ķā╔▓┐ĘųŻ¼┐┐Į³ā╚(n©©i)▒Ē├µ▓┐Ęų×ķ║ĖĮė╚▒Ž▌ģ^(q©▒)Ż¼×ķ┬▌ą²║Ė┐p║ĖĮėĢrą╬│╔Ż¼ķLČ╚×ķ55 mmŻ¼ūŅ╔Ņ╝s×ķ7 mmŻ©łD 6╝t╔½īŹŠĆ▓┐ĘųŻ®Ż╗ųąķg╔╚ą╬▓┐Ęų×ķöUš╣ģ^(q©▒)Ż¼ķLČ╚×ķ42 mmŻ¼ūį╔ĒĖ▀Č╚╝s×ķ11 mmŻ©łD 5║┌╔½╠ōŠĆ▓┐ĘųŻ®Ż¼┐╔─▄ė╔õō╣▄╔·«a(ch©Żn)Ģr╣żÅS╦«ē║įć“×╗“╣▄Ą└Į©įO(sh©©)Ģr¼F(xi©żn)ł÷╦«ē║įć“×įņ│╔ĪŻ
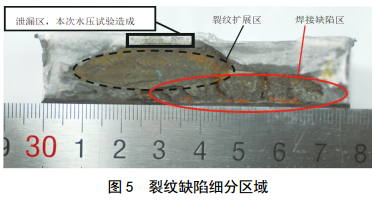
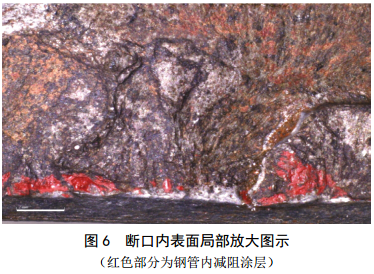
╚ńłD 6╦∙╩ŠŻ¼öÓ┐┌Ą─┴Ēę╗éĆ├„’@╠žš„╩ŪŁh(hu©ón)觜õų¼£pūĶä®ęčĮø(j©®ng)▀M╚ļ┴╦╚▒Ž▌ā╚(n©©i)▓┐Ż¼ūC├„įō╚▒Ž▌į┌õō╣▄│÷ÅSŪ░ęčĮø(j©®ng)┤µį┌ĪŻ
3.2 öÓ┐┌ļŖńRĘų╬÷
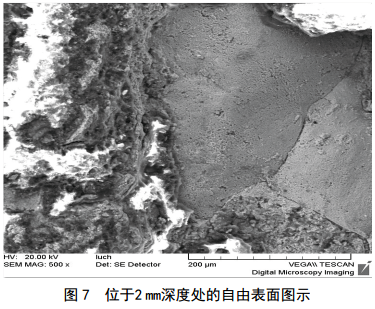
║ĖĮė╚▒Ž▌ģ^(q©▒)╔ŅČ╚╝s×ķ6.4 mmŻ¼┤µį┌ūįė╔▒Ē├µĪóūŅ╔Ņ×ķ2 mmŻ¼╚ńłD 7╦∙╩ŠŻ¼┐╝æ]×ķ╚█║Ž▓╗┴╝ĪŻ║ĖĮė╚▒Ž▌ģ^(q©▒)╔Ž▓┐ėąöÓ┴č║██EŻ¼ŪęöÓ├µ▓╗ŲĮš¹Ż¼┐╝æ]×ķ║ĖĮė¤ß┴č╝yŻ¼╝┤ė╔ė┌Ą═╚█³cŖAļs┤µį┌Ż¼ī¦(d©Żo)ų┬ŖAļs─²╣╠Ģr▒╗║ĖĮė└Łæ¬(y©®ng)┴”└Łķ_ĪŻ
3.3 ĮŽÓĘų╬÷
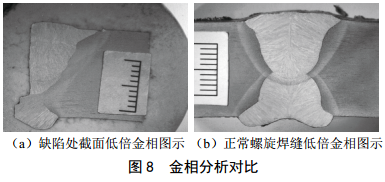
╚ńłD 8╦∙╩ŠŻ¼į┌┴č╝y╚▒Ž▌ģ^(q©▒)ė“Ūą╚Īę╗éĆĮŽÓĮž├µ▀Mąąė^▓ņŻ¼┼cš²│ŻĄ─┬▌ą²║Ė┐pĮŽÓĄ═▒ČššŲ¼ŽÓ▒╚┐╔ų¬Ż║┴č╝y╠Ä▀Mąą┴╦ča║ĖŻ╗Ė∙ō■(j©┤)ča║Ė║ĖĄ└ŪķørŻ¼┤_šJča║Ė×ķ═Ōča║ĖŻ¼Ą½ča║Ė╔ŅČ╚ø]ėą▀_ĄĮā╚(n©©i)▒Ē├µĪŻĮY(ji©”)║ŽöÓ├µ╔Ž░l(f©Ī)¼F(xi©żn)Ą─ā╚(n©©i)▒Ē├µįŁ╩╝╚▒Ž▌Ż¼šf├„ča║Ėø]ėąŽ¹│²ā╚(n©©i)▒Ē├µ║ĖĮėįŁ╩╝╚▒Ž▌ĪŻ
4 ┴č╝y│╔ę“
Ė∙ō■(j©┤)╣żÅSėøõøŻ¼įō╚▒Ž▌▀Mąą┴╦ča║ĖŻ¼ča║Ė║¾╔õŠĆÖz£y║ŽĖ±ĪŻų«║¾▀Mąą16 MPa╣żÅS╦«ē║įć“×║ŽĖ±Ż¼╦«ē║įć“×║¾│¼┬ĢÖz£yĪó╔õŠĆÖz£y║ŽĖ±ĪŻ
Ė∙ō■(j©┤)öÓ┐┌ĮŽÓĄ═▒Čą╬├▓Ż¼ūCīŹįō╠Ä┤_īŹ▀Mąą┴╦ča║ĖŻ¼Ą½ča║Ė▓óø]ėąŽ¹│²┬▌ą²║Ė┐pā╚(n©©i)║ĖĄ└╚▒Ž▌ĪŻā╚(n©©i)▒Ē├µ║ĖĮėįŁ╩╝╚▒Ž▌░╝═╣▓╗ŲĮŻ¼Ę¹║Ž║ĖĮė¤ß┴č╝y╠žš„Ż¼æ¬(y©®ng)×ķ║ĖĮėĢr╚█║Ž▓╗┴╝ī¦(d©Żo)ų┬Ż¼╔╚ą╬ģ^(q©▒)öÓ┐┌ŲĮš¹Ż¼¤oŲŻä┌┼_ļAŻ¼▓ó┤µį┌├„’@╩šö┐║██EŻ¼┐╝æ]×ķ╣żÅSįćē║╗“š▀¼F(xi©żn)ł÷įćē║Ģrę╗┤╬öUš╣ī¦(d©Żo)ų┬Ż¼Ūęė╔ė┌╣żÅS╦«ē║ē║┴”ųĄ▀h┤¾ė┌¼F(xi©żn)ł÷╦«ē║ē║┴”ųĄŻ¼╣╩╣żÅS╦«ē║öUš╣Ą─┐╔─▄ąįĖ³Ė▀ĪŻė╔Ęų╬÷┐╔ų¬Ż¼╦«ē║įć“×║¾╣żÅSĄ─╚▒Ž▌Öz£y╝╝ąg(sh©┤)╗“┘|(zh©¼)┴┐┐žųŲ│╠ą“Ą─┬õīŹ┤µį┌╚▒Ž▌[7-9]ĪŻ
5 ĮY(ji©”)šō╝░Į©ūh
Ż©1Ż®╚▒Ž▌ī┘ė┌┬▌ą²║Ė┐p┴č╝yą═╚▒Ž▌Ż¼╚▒Ž▌ķL×ķ64 mmŻ¼Ųõųąā╚(n©©i)▒Ē├µķLČ╚×ķ55 mmŻ¼öUš╣╔ŅČ╚▀_15 mmĪŻ
Ż©2Ż®╚▒Ž▌ģ^(q©▒)ė“┤µį┌═Ōča║ĖŻ¼Ą½═Ōča║Ė╬┤─▄Ž¹│²ā╚(n©©i)▒Ē├µįŁ╩╝║ĖĮė╚▒Ž▌ĪŻ
Ż©3Ż®įŁ╩╝║ĖĮė╚▒Ž▌┼ąöÓ×ķ╚█║Ž▓╗┴╝╗“║ĖĮė¤ß┴č╝yę²ŲŻ¼ą╬│╔ė┌╣żÅSųŲ╣▄ļAČ╬ĪŻ
Ż©4Ż®Į©ūh═Ļ╔Ų║Ė┐pča║Ėś╦ėøĘĮĘ©Īó│╠ą“║═┐žųŲ┤ļ╩®Ż╗ć└Ė±ł╠(zh©¬)ąąõō╣▄¤oōpÖz£y┘|(zh©¼)┴┐┐žųŲ│╠ą“Ż¼Ę└ų╣ŅÉ╦Ų╩┬╝■į┘┤╬░l(f©Ī)╔·ĪŻ
ģó┐╝╬─½IŻ║
[1] ŪfĘ©└żŻ¼ųxć°╔ĮŻ¼äó╬─Ż¼Ą╚.╗∙ė┌ėąŽ▐į¬Ą─┬▌╦©Ę©╠mĮėŅ^├▄ĘŌė░Ēæę“╦žĘų╬÷[J].╚½├µĖ»╬g┐žųŲŻ¼2018Ż¼ 10(32)Ż║ 1-7.
[2] ┴_Į║ŃŻ¼ŚŅõhŲĮŻ¼═§ńµŻ¼Ą╚.ė═ÜŌ╣▄Ą└╩¦ą¦Ņl┬╩╝░╩¦ą¦░Ė└²Ęų╬÷[J].Įī┘¤ß╠Ä└ĒŻ¼ 2015Ż¼ 40(10)Ż║ 470-474.
[3] └Ņ·Q┴ų.ė═ÜŌ╣▄Ą└╩¦ą¦┐žųŲ╝╝ąg(sh©┤)[J].ė═ÜŌā”▀\Ż¼2001Ż¼ 30(6)Ż║ 401-410.
[4] īOĮ▄Ż¼ĻæĢįĘÕŻ¼ųņĢį└┌.─│Ę©╠mĮY(ji©”)śŗ(g©░u)Ė³ōQ▒Ż£žīėīė║¾Ą─ą╣┬®╩¦ą¦Ęų╬÷[J].ØÖ╗¼┼c├▄ĘŌŻ¼ 2017Ż¼42(12)Ż║ 110-125.
[5] ę”┴”Ż¼ĘČģ╬╗█Ż¼║·īWų¬.│ąē║įO(sh©©)éõ┤┼Ę█Öz£y╝╝ąg(sh©┤)░l(f©Ī)š╣¼F(xi©żn)ĀŅ[J].¤oōpÖz£yŻ¼ 2014Ż¼ 36(11)Ż║ 28-34.
[6] ÅłęŃŻ¼³SąĪŲĮŻ¼┤▐ŠS│╔Ż¼Ą╚.ī”ĮėĮėŅ^║Ėų║æ¬(y©®ng)┴”╝»ųąėąŽ▐į¬Ęų╬÷[J].┤¼▓░┴”īWŻ¼ 2004Ż¼ 8(5)Ż║ 91-99.
[7] Į¬É█╚AŻ¼ĻÉ┴┴Ż¼Ä¤╝tŲņŻ¼Ą╚.┬▌╦©ŲŻä┌öÓ┴č╩¦ą¦Ęų╬÷[J].¤ß╝ė╣ż╣ż╦ćŻ¼ 2013Ż¼ 42(2)Ż║ 222-223.
[8] ČĪęŃŻ¼ÕX░l(f©Ī)Ż¼ĻÉäé.ļŖÖC▌SŲŻä┌öÓ┴č╩¦ą¦Ęų╬÷[J].Įī┘¤ß╠Ä└ĒŻ¼ 2001Ż¼ 26(12)Ż║ 48-49.
[9] ć└š²ĘÕŻ¼└Ņ╔w╚AŻ¼Ž─Į©ą┬.═Ž└ŁÖCļx║ŽŲ„Ą¹ą╬ÅŚ╗╔ŲŻä┌öÓ┴č╩¦ą¦Ęų╬÷[J].Įī┘¤ß╠Ä└ĒŻ¼ 2014Ż¼ 39(10)Ż║ 148-150.

ū„š▀║åĮķŻ║ģŪÕ\ÅŖŻ¼╣żīWīW╩┐Ż¼Ė▀╝ē╣ż│╠ĤĪŻ¼F(xi©żn)╚╬╬„▓┐╣▄Ą└Ęų╣½╦Š░▓╚½Ė▒┐é▒O(ji©Īn)Īó┐éĮø(j©®ng)└Ēų·└Ē╝µ╣▄Ą└╠Ä╠ÄķLŻ¼ų„ę¬Å─╩┬╣▄Ą└═Ļš¹ąį╣▄└Ē╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║┌w┐Ą0991-7561396Ż¼421162147@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
