


╦Õė└└“Ż║ĻPė┌╣▄Ą└Łh║Ė┐p║ĖĮė╝╝ągŽÓĻPå¢Ņ}Ą─╠Įėæ
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║ ĢrķgŻ║2020-9-16 ķåūxŻ║

╦Õė└└“
ĪČ╣▄Ą└▒ŻūoĪĘŠÄ▌ŗ▓┐Ż║2019─Ļ1į┬Ż¼╬ęéāč¹šłųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└┐ŲīW蹊┐į║ėąŽ▐╣½╦ŠŲ¾śIę╗╝ēīŻ╝ęĪóųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦Š╩ūŽ»║ĖĮė╝╝ągīŻ╝ę╦Õė└└“ßśī”╣▄Ą└Łh║Ė┐pĄ─10éĆå¢Ņ}┼cūxš▀ī”įÆŻ©įöęŖĪČ╣▄Ą└▒ŻūoĪĘ 2019─ĻĄ┌1Ų┌Ż®ĪŻ▒ŠŲ┌╬ęéāį┘┤╬č¹šł╦Õė└└“īŻ╝ęŠ═╬„ÜŌ¢|▌ö╣▄Ą└╣½╦ŠĪó╬„▓┐╣▄Ą└╣½╦ŠĪó╬„─Ž╣▄Ą└╣½╦ŠĪó▒▒Š®╠ņ╚╗ÜŌ╣▄Ą└╣½╦ŠĪóųąć°╣▄Ą└╣½╦ŠĪóųąć°╠žÖzį║Īó╣▄Ą└ŠųŠSōīą▐Ęų╣½╦ŠĄ╚å╬╬╗╠ß│÷Ą─╣▄Ą└Łh║Ė┐p║ĖĮė╝╝ągĄ─ŽÓĻPå¢Ņ}Į╗┴„╠ĮėæŻ¼╔µ╝░4éĆĘĮ├µ╣▓25éĆå¢Ņ}Ż¼Š┤šł┤¾╝ęĻPūóŻ¼▓óÜgėŁģó┼cėæšōĪŻŻ©Ó]ŽõŻ║ guandaobaohu@163.comŻ®
╦Õė└└“Ż║ ĘŪ│ŻĖąųxĪČ╣▄Ą└▒ŻūoĪĘĮo╬ę▀@śėę╗éĆÖCĢ■Ż¼┼c┤¾╝ę╣▓═¼Į╗┴„╠Įėæ╣▄Ą└Łh║Ė┐p║ĖĮė╝╝ągĄ─ŽÓĻPå¢Ņ}ĪŻĖ„╬╗═¼ąą╠ß│÷Ą─å¢Ņ}╔µ╝░īŻśI├µÅVŻ¼ėąę╗Č©╔ŅČ╚Ż¼╬ę▒M┐╔─▄Įo│÷éĆ╚╦ęŖĮŌŻ¼Ą½ī”ė┌ĘŪ▒ŠīŻśIå¢Ņ}Ą─└ĒĮŌļy├Ōėą▓╗ĄĮ╬╗Īó▓╗£╩┤_ų«╠ÄŻ¼Š┤šłĖ„╬╗═¼ąąųĖš²ĪŻ
1 Łh║Ė┐p║ĖĮė╩®╣żå¢Ņ}
Ż©1Ż®¼Fąąś╦£╩ų╗į╩įS1┤╬ĘĄą▐Ż¼¼Fł÷┤µį┌Ą─ĘŪ╩▄┐ž2┤╬ĘĄą▐ėą║╬╬Ż║”Ż┐▀@ŅÉ║Ė┐┌Ą─┴”īWąį─▄─▄ʱØMūŃįOėŗ▀\ąą╣żørĄ─ę¬Ū¾Ż┐
ųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└┐ŲīW蹊┐į║ėąŽ▐╣½╦ŠŻ©ęįŽ┬║åĘQ╣▄Ą└蹊┐į║Ż®│ąō·Ą─ųą╩»ė═╣╔Ę▌╣½╦Š┐ŲčąšnŅ}ĪČė═ÜŌ╣▄Ą└Łh║Ė┐p┘|┴┐┐žųŲĻPµI╝╝ąg蹊┐ĪĘŻ©2014B©D3314©D0501Ż®Ż¼ßśī”X80õō╣▄Łh║Ė┐p▀Mąą┴╦4┤╬ĘĄą▐Ą─┤“─ź║ĖĮė▓┘ū„║═ĮėŅ^└Ē╗»ąį─▄Öz£yĄ─įć“×╣żū„ĪŻĮY╣¹▒Ē├„Ż¼ 2┤╬Īó 3┤╬║═4┤╬ĘĄą▐║ĖĮė║¾Łh║ĖĮėŅ^Ą─║Ė┐pĮī┘║═¤ßė░Ēæģ^ÅŖČ╚ĪóĒgąįĪóė▓Č╚ĪóĮŽÓĮM┐ŚĄ╚└Ē╗»ąį─▄Š∙ØMūŃŽÓĻPś╦£╩║═╣ż│╠įOėŗę¬Ū¾Ż¼ŪęČÓ┤╬ĘĄą▐┼cę╗┤╬ĘĄą▐Ą─║ĖĮėĮėŅ^└Ē╗»ąį─▄▓Ņ«É╬óąĪĪŻ
ę╗┤╬ĘĄą▐║═ČÓ┤╬ĘĄą▐ĦüĒĄ─╬Ż║”▓╗╩Ū║Ė┐pĮī┘╗“¤ßė░Ēæģ^Ą─ÅŖČ╚ĪóĒgąįĪóĮM┐ŚĄ╚└Ē╗»ąį─▄Ą─É║╗»Ż¼Č°╩Ū┤“─ź║═ĘĄą▐║Ė▀^│╠ųąĄ─Šą╩°æ¬┴”ęūī¦ų┬║ĖĮė└õ┴č╝yŻ¼ė╚Ųõ╩Ūßśī”Ė∙▓┐║Ė┐pĄ─╚½┤“═ĖĘĄą▐▓┘ū„Ż¼ĘĄą▐╬╗ų├┤µį┌║▄ÅŖĄ─Šų▓┐Šą╩°æ¬┴”Ż¼«öŅA¤ß▓╗ūŃĪó║Ė▓─╩╣ė├Õeš`╗“║ĖĮė▓┘ū„▓╗«öĢrŻ¼║▄╚▌ęūį┌ĘĄą▐║Ė┐p╗“ĖĮĮ³Ą─įŁ╩╝║Ė┐p╔Ž░l╔·└õ┴č╝yĪŻę“┤╦Ż¼ĘĄą▐║ĖĮė╣ż╦ć═©│ŻÅŖš{▀Mąąš¹┐┌ŅA¤ßŪęŅA¤ß£žČ╚ūŃē“Ė▀Ż¼╩╣ė├Ą═Üõą═║ĖŚlŻ©▓╗į╩įS╩╣ė├└wŠS╦ž║ĖŚlĪóūį▒Żūo╦ÄąŠ║ĖĮzĄ╚║Ė▓─Ż®Ż¼▀xė├Š▀ėąĘĄą▐┘YĖ±Īó▓┘ū„╝╝─▄ā׹ѥ─║Ė╣żĪŻ
ć°═Ōė═ÜŌ╣▄Ą└║═ē║┴”╚▌Ų„Ą─ŽÓĻPųŲįņś╦£╩Ż¼╚ńAPI 1104ĪČ╣▄Ą└╝░ŽÓĻPįO╩®║ĖĮėĪĘĪó ASME IXĪČÕüĀt║═ē║┴”╚▌Ų„ęÄĘČŻ║║ĖĮė║═ŌFĮėįuČ©ĪĘĪó ASME B31.4ĪČę║¾w║═ĄVØ{╣▄ŠĆ▌ö╦═ŽĄĮyĪĘĪó ASME B31.8ĪČ▌öÜŌ║═┼õÜŌ╣▄Ą└ŽĄĮyĪĘĪó DNV OS F101ĪČ║ŻĄū╣▄ŠĆŽĄĮyęÄĘČĪĘĪó EN 13445©D4ĪČĘŪ╩▄╗ē║┴”╚▌Ų„ųŲįņĪĘĪó¦│¦»¦¬¦▒ III©D42©D80ĪČĖ╔ŠĆ╣▄Ą└ ╩®╣żęÄ│╠║═╣ż│╠“× ╩šĪĘĄ╚Š∙ø]ėąī”ĘĄą▐┤╬öĄ▀MąąŽ▐ųŲąįęÄČ©Ż¼Ą½Č╝ęÄČ©┴╦ĘĄą▐▀^│╠Ą─╣▄┐ž┤ļ╩®Ż¼░³└©║ĖĮė╣ż╦ćęÄ│╠Īó║ĖĮė╚╦åTĪó╚▒Ž▌╚ź│²Īó¤oōpÖz£yĘĮĘ©Īó║Ė▓─ŅÉą═║═▀^│╠▒OČĮĄ╚ĪŻć°ā╚Įī┘╣▄Ą└║═ē║┴”╚▌Ų„ųŲįņś╦£╩ųąŻ¼GB 50236©D2011ĪČ¼Fł÷įOéõĪó╣żśI╣▄Ą└║ĖĮė╣ż│╠╩®╣żęÄĘČĪĘĪó GB 50235©D2010ĪČ╣żśIĮī┘╣▄Ą└╣ż│╠╩®╣żęÄĘČĪĘĪó GB 150©D2011ĪČē║┴”╚▌Ų„ĪĘĄ╚ę▓ø]ėąĘĄą▐┤╬öĄŽ▐ųŲąįęÄČ©Ż╗ Č°GB/T 50369©D2014ĪČė═ÜŌķL▌ö╣▄Ą└╣ż│╠╩®╣ż╝░“×╩šęÄĘČĪĘęÄČ©Ī░║Ė┐pį┌═¼ę╗╬╗ų├Ą─ĘĄą▐▓╗Ą├│¼▀^2┤╬Ż¼Ė∙▓┐ų╗į╩įSĘĄą▐1┤╬Ī▒Ż¼ JB/T 4709©D2000ĪČē║┴”╚▌Ų„║ĖĮėęÄ│╠ĪĘęÄČ©Ī░═¼ę╗▓┐╬╗ĘĄą▐▓╗ę╦│¼▀^2┤╬Ī▒Ż╗Ą½JB/T 4709©D2000╔²░µ×ķNB/T 47015©D2011ĪČē║┴”╚▌Ų„║ĖĮėęÄ│╠ĪĘ║¾Ż¼äh│²┴╦ī”ĘĄą▐┤╬öĄĄ─Ž▐ųŲŻ¼ęÄČ©Ī░ĘĄą▐║ĖĮėæ¬Ą├ĄĮśIų„Ą─Ģ°├µšJ┐╔▓óėøõøĘĄą▐╬╗ų├Ī▒╝░Ųõ╦¹╝╝ągę¬Ū¾ĪŻ
Ż©2Ż®¼Fł÷╩®╣ż┤¾┴┐▓╔ė├╗čµŪąĖŅŻ¼▓┐Ęų▀BŅ^║Ė┐┌Ę┤Å═ČÓ┤╬ŪąĖŅŻ¼į┘ė├╔░▌å┤“─ź║¾▀Mąą║ĖĮėĪŻ¤ßŪąĖŅī”║Ė┐pąį─▄ė░ĒæėąČÓ┤¾Ż┐
ĪČė═ÜŌ╣▄Ą└Łh║Ė┐p┘|┴┐┐žųŲĻPµI╝╝ąg蹊┐ĪĘŻ©2014B©D3314©D0501Ż®Ż¼ßśī”X80õō╣▄▀Mąą┴╦ÖC╝ė╣ż└õŪąĖŅ║═╗赤ßŪąĖŅā╔ĘNŲ┬┐┌╝ė╣żĘĮ╩Įī”Łh║Ė┘|┴┐ė░ĒæĄ─ī”▒╚įć“×╣żū„ĪŻĮY╣¹▒Ē├„Ż¼ÖC╝ė╣ż└õŪąĖŅ║═╗赤ßŪąĖŅą╬│╔Ą─Ų┬┐┌Ż¼║ĖĮė║¾Ą─║Ė┐pĮī┘║═¤ßė░Ēæģ^ÅŖČ╚ĪóĒgąįĪóė▓Č╚ĪóĮŽÓĮM┐ŚĄ╚└Ē╗»ąį─▄Š∙ØMūŃŽÓĻPś╦£╩║═╣ż│╠įOėŗę¬Ū¾Ż¼Ūęā╔ĘNŲ┬┐┌╝ė╣żĘĮ╩ĮĄ─Łh║ĖĮėŅ^└Ē╗»ąį─▄▓Ņ«É╬óąĪĪŻ
╗čµŪąĖŅĄ─īŹ┘|×ķŅA¤ßĪ¬╚╝¤²Ī¬┤Ąį³▀^│╠Ż¼╝┤ĶFį┌╝āč§ųąĄ─╚╝¤²▀^│╠Ż¼Č°ĘŪ╚█╗»▀^│╠ĪŻ║ĖĮė▀^│╠Ą─īŹ┘|╩Ūõō╣▄║═║ĖĮė▓─┴ŽĄ─╣▓═¼╚█╗»Ī¬ę▒ĮĘ┤æ¬Ī¬ĮYŠ¦─²╣╠Ą─▀^│╠ĪŻõōĄ─╚╝³c×ķ970 ĪµĪó╚█³c×ķ1 500 ĪµŻ¼║ĖĮė╚█│žūŅĖ▀£žČ╚1 750 ĪµĪŻę“┤╦Ż¼╗čµŪąĖŅĢr╩▄¤ßė░Ēæģ^ė“Ą─ĘČć·║═ūŅĖ▀£žČ╚Š∙╚§ė┌║ĖĮė▀^│╠ĪŻ
ć°ā╚═Ōė═ÜŌ╣▄Ą└║═ē║┴”╚▌Ų„ųŲįņŽÓĻPś╦£╩Ż¼Č╝ßśī”┐╔─▄ę²Ų╩¦╗╗“▒¼š©╬ŻļUĄ─ģ^ė“ęÄČ©╩╣ė├└õŪąĖŅĘĮ╩ĮŻ¼ęį┤_▒Żū„śI░▓╚½ĪŻßśī”Ųõ╦¹╣żørŚl╝■ätø]ėąŽ▐ųŲ╩╣ė├╗čµŪąĖŅĄ─ęÄČ©ĪŻ
Ż©3Ż®▓╗Ą╚▒┌║±ĪóÅØŅ^Ą╚╬╗ų├│÷¼FŁh║Ė┐p╩¦ą¦Ą─Ė┼┬╩▌^┤¾Ż¼ų„ę¬įŁę“╩Ū╩▓├┤Ż┐
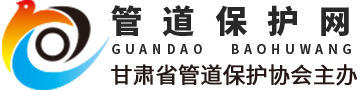
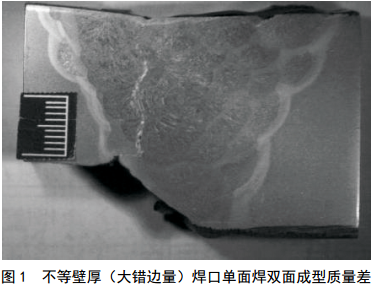
▓╗Ą╚▒┌║±Ż©┤¾Õe▀ģ┴┐Ż®╠ÄĄ─Łh║Ė┐p╩¦ą¦═∙═∙┼cŽ┬╩÷╚²éĆįŁę“ėąĻPŻ║▓╗Ą╚▒┌║±Ż©┤¾Õe▀ģ┴┐Ż®║Ė┐┌å╬├µ║Ėļp├µ│╔ą═▓┘ū„└¦ļyŻ¼╚ńłD 1╦∙╩ŠŻ¼Ė∙║ĖĢrļyęįĄ├ĄĮØMęŌĄ─▒│├µ║Ė┐p│╔ą═Ż¼═∙═∙į┌▒Ī▒┌é╚┤µį┌╬┤╚█║ŽĪó╬┤║Ė═Ė║═║Ėų║õJĮŪĄ╚ķ_┐┌╚▒ŪĘŻ╗▓╗Ą╚▒┌║±║Ė┐┌Ą─╔õŠĆÖz£yįu┼ą└¦ļyŻ¼╚ńłD 2╦∙╩ŠŻ¼▒Ī▒┌é╚ĄūŲ¼Ą─ĻÄė░═∙═∙č┌╔w┴╦Ė∙▓┐ķ_┐┌╚▒ŪĘŻ¼įņ│╔┬®įuĪóš`įuĄ╚Ż╗▓╗Ą╚▒┌║±Ż©┤¾Õe▀ģ┴┐Ż®║Ė┐┌ė╔ė┌Äū║╬ą╬ĀŅ═╗ūā╩╣Ą├┤╦╠Ä┤µį┌æ¬┴”╝»ųąŻ¼╚ńłD 3╦∙╩ŠŻ¼╚ń╣¹įō║Ė┐┌į┘│ą╩▄▌^┤¾Ą─═Ō▌d║╔Ż¼Ė∙▓┐Ą─ķ_┐┌╚▒ŪĘį┌║▄┤¾Šų▓┐æ¬┴”ū„ė├Ž┬╚▌ęūöUš╣│╔×ķ┴č╝yį┤Ż¼▀MČ°ę²░lŁh║Ė┐pķ_┴č╗“öÓ┴čĪŻ
ÅØŅ^╠ÄĄ─Łh║Ė┐p╩¦ą¦═∙═∙┼c▓╗Ą╚▒┌║±║Ė┐┌╝░ÅØŅ^Ą──Ė╣▄▓─┴ŽėąĻPĪŻėąą®Łh║Ė┐p╩¦ą¦░l╔·į┌║±▒┌é╚Ą─ÅØŅ^╗“╚²═©Ą╚╣▄╝■╔ŽŻ¼ŲõįŁę“═©│Ż┼c╣▄╝■įŁ▓─┴ŽĄ─║ĖĮėąį▓ŅėąĻPĪŻ¼Fąą╣▄╝■ś╦£╩║═įOėŗ╬─╝■═∙═∙īó╣▄╝■õō║═╣▄ŠĆõōĄ─▓─┴Žą═╠¢╗ņė├Ż¼įņ│╔║ĖĮė╣ż╦ć▓╗«ö╗“Õeš`ĪŻĖ▀õō╝ē╣▄ŠĆõō╩ŪŠ¦┴Ż╝Ü╗»Ą─Ą═║ŽĮĖ▀ÅŖõōŻ¼Į╗žøĀŅæB ═©│Ż╩Ūą╬ūā¤ß╠Ä└ĒĀŅæBŻ¼Ųõ║¼╠╝┴┐║═╠╝«ö┴┐Ą═Ż¼ļs┘|į¬╦ž║¼┴┐║▄Ą═Ż¼└õ┴č╝y║═¤ß┴č╝yāAŽ“Ą═ĪŻ╣▄╝■õō╩Ūé„ĮyĄ─Ą═║ŽĮĖ▀ÅŖõōŻ¼Į╗žøĀŅæB╩Ūš{┘|æBŻ¼Ųõ║¼╠╝┴┐║═╠╝«ö┴┐▌^Ė▀Ż¼└õ┴č╝y║═¤ß┴č╝yāAŽ“Ė▀ė┌╣▄ŠĆõōĪŻÅØŅ^Īó╚²═©ĪóģR╣▄Ą╚╣▄╝■õōæ¬å╬¬Üķ_š╣║ĖĮė╣ż╦ćįuČ©Ż¼▓óō■┤╦ųŲČ©║ĖĮė╩®╣ż┤ļ╩®ĪŻ
Ż©4Ż®╚ń║╬╠ßĖ▀╚²═©ĪóÅØŅ^Ą╚╣▄╝■▓╗Ą╚▒┌║±ī”Įė║Ė┐┌Ą─ę╗┤╬║ŽĖ±┬╩Ż┐▓╗Ą╚▒┌║±║Ė┐┌Ą─┐ūÕFą═ā╚Ų┬┐┌─┐Ū░▀Ć┤µį┌──ą®å¢Ņ}Ż┐
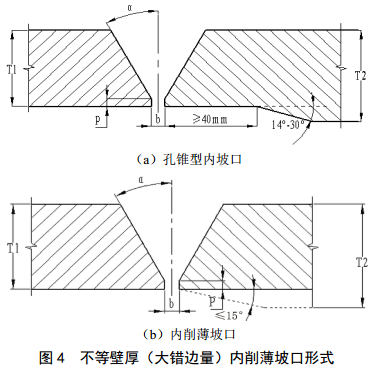
╠ßĖ▀╚²═©ĪóÅØŅ^Ą╚╣▄╝■▓╗Ą╚▒┌║±ī”Įė║Ė┐┌Ą─ę╗┤╬║ŽĖ±┬╩ąĶÅ─ā╔éĆĘĮ├µų°╩ųŻ¼ę╗ĘĮ├µßśī”╣▄╝■ŅÉ▓─┴ŽųŲČ©║ĖĮė╣ż╦ćŻ¼┴Ēę╗ĘĮ├µ╩Ū▓╗Ą╚▒┌║±║Ė┐┌Ą─Ė∙║Ė┘|┴┐┐žųŲĪŻ
╚²═©ĪóÅØŅ^Ą╚╣▄╝■Ą─║ĖĮė╩ūŽ╚ąĶę¬╩╣ė├š²┤_ą═╠¢Ż©╚ńQ345DĪó A516Gr.70Īó P460QĄ╚Ż®Ą─▓─┴ŽŻ¼Č°▓╗æ¬┼c╣▄ŠĆõōą═╠¢Ż©╚ńL555MĪó X80MĄ╚Ż®╗ņŽ²Ż╗Ųõ┤╬╣▄╝■õōæ¬ę└ō■─Ė╣▄įŁ▓─┴ŽĄ─║ĖĮėąįųŲČ©Łh║Ė╣ż╦ćŻ¼ė╚ŲõąĶūóęŌŅA¤ß£žČ╚Īó║ĖĮė▓─┴Ž║═║Ė║¾¤ß╠Ä└Ē┤ļ╩®Ą─▀xō±ĪŻ
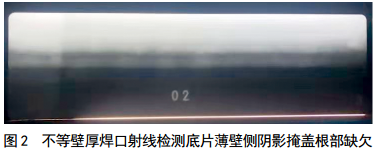
▓╗Ą╚▒┌║±Ż©┤¾Õe▀ģ┴┐Ż®ī”Įė║Ė┐┌Ą─║ĖĮėŻ¼æ¬▓╔ė├ā╚Ž„▒ĪĄ─Ų┬┐┌ą╬╩Įęį▒ŻūCĖ∙║Ė║Ė┐pĄ─│╔ą═Ż¼╠ßĖ▀║Ė┐┌Ą─ę╗┤╬║ŽĖ±┬╩ĪŻ─┐Ū░║±▒┌é╚õō╣▄Ą─Ž„▒ĪĘĮ╩Įėąā╔ĘNŻ¼Ęųäe╚ńłD 4Ż©aŻ®║═łD 4Ż©bŻ®╦∙╩ŠĪŻŲõųąŻ¼┐ūÕFą═ā╚Ų┬┐┌Ą─ų„ę¬å¢Ņ}ėą╚²ĘĮ├µŻ¼╩ūŽ╚╩Ū╣▄╝■ÅS║═õō╣▄ÅSĄ─Ų┬┐┌╝ė╣ż─▄┴”╔ą▓╗─▄▀_ĄĮŲš▒ķØMūŃę¬Ū¾Ą─│╠Č╚Ż¼ė╚Ųõ╩Ūę¬Ū¾┐ūÕFą═Ų┬┐┌Ą─łA┐ūķLČ╚▀_ĄĮ150 mmĢrŻ¼─▄ē“▀_ĄĮĄ─ÅS╝ęĖ³╔┘Ż╗Ųõ┤╬╩Ū╣▄Ą└Ąžģ^Ą╚╝ēĖ─ūāĪóõō╣▄ŪąĖŅ║¾¼Fł÷▀Ć▓╗Š▀éõŲ┬┐┌╝ė╣ż─▄┴”Ż╗ūŅ║¾╩Ū┐ūÕFą═Ų┬┐┌Ą─łA┐ū┼cÕF┐ūķgĄ─ūāĮŪČ╚╣š³c╠Äæ¬łA╗¼▀^Č╔Ż¼ę╦▓╔ė├2.5ĪŃ╝░ęį╔ŽĄ─łA╗ĪĄČ╝ė╣ż│÷▀^Č╔├µŻ¼▒▄├Ō│÷¼F╝ŌĮŪĀŅĄ─ą╬ĀŅ═╗ūāĪŻ
2 Łh║Ė┐p║ĖĮė╣ż╦ćå¢Ņ}
Ż©5Ż®╩ų╣ż║ĖĪó░ļūįäė║Ė║═ūįäė║ĖĄ─▀mė├ĘČć·╩Ūį§śėĄ─Ż┐
╩ų╣ż║ĖŻ©SMAWŻ®ų„ę¬ė├ė┌┤¾┐┌ÅĮĪóĖ▀õō╝ē╣▄Ą└Ą─ĘĄą▐║Ė╝░šŠł÷ąĪ┐┌ÅĮ╣ż╦ć╣▄Ą└Ą─║ĖĮėŻ¼ų„ę¬║ĖĮė╣ż╦ć░³└©Ą═Üõ║ĖŚlļŖ╗Ī║ĖĪóÜÕļŖ┬ō║ĖŻ¼ X65╝░ęįŽ┬õō╝ē╣▄Ą└ę▓┐╔▓╔ė├└wŠS╦ž║ĖŚl▀MąąĖ∙║ĖĪŻ
ūį▒Żūo░ļūįäė║ĖŻ©FCAW©DSŻ®┐╔ė├ė┌X70╝░ęįŽ┬õō╝ē╣▄Ą└Ą─║ĖĮėŻ¼ÜŌ▒Żūo░ļūįäė║ĖŻ©FCAW©DGŻ®┐╔ė├ė┌X80╝░ęįŽ┬õō╝ē╣▄Ą└Ą─║ĖĮėĪŻ░ļūįäė║Ė╣ż╦ć┐╔ė├ė┌Ą═õō╝ēĪóąĪ╣▄ÅĮ╣▄Ą└Ą─ŠĆ┬Ę║ĖĮė╝░╩®╣żū„śIĦ╩▄Ž▐Īó▓╗▀m║ŽĘ└’L┼’ū„śIĄ─╣▄Ą└Č╬ĪŻ
ÜŌ▒ŻūoīŹą─║ĖĮzūįäė║ĖŻ©GMAWŻ®╩ŪųĖā╚║ĖÖC║═ļp║ĖŠµ═Ō║ĖÖCūįäė║Ė╣ż╦ćŻ¼ų„ę¬ė├ė┌┤¾┐┌ÅĮĪóĖ▀õō╝ē╣▄Ą└║ĖĮėŻ¼ČÓį┌ą┬Į«ĪóĖ╩├CĪóā╚├╔Īó¢|▒▒Ą╚Ąžä▌ŲĮ╠╣ĪóŠĆ┬ĘŲĮų▒Ąžģ^Ą─╣▄Ą└╣ż│╠ųąæ¬ė├ĪŻÜŌ▒Żūo╦ÄąŠ║ĖĮzūįäė║ĖŻ©FCAW©DGŻ®╩ŪųĖå╬║ĖŠµ═Ō║ĖÖCūįäė║Ė┼c╩ų╣żĖ∙║ĖĄ─ĮM║Ž╣ż╦ćŻ¼ČÓė├ė┌ČĖŲ┬Īó╦«ŠW╝░ÅØŅ^ĪóÅØ╣▄Ą╚╠ž╩Ō║Ė┐┌Ą─║ĖĮėĪŻ
Ż©6Ż®Į³Äū─Ļ╣▄ŠĆõōųŲįņ╣ż╦ć║═¼Fł÷Łh║Ė╣ż╦ćŠ∙ėą▌^┤¾Ą─ūā╗»Ż¼║ĖŚl║═║ĖĮzĄ╚║ĖĮė▓─┴ŽĄ─║ĖĮėąį─▄║═ÅŖČ╚╩ŪʱėąŽÓæ¬Ą─╠ß╔²Ż┐ßśī”Ė▀Ą╚╝ēõō╣▄║ĖĮėå¢Ņ}Ż¼║ĖĮė▓─┴Žæ¬╚ń║╬Ė─▀MŻ┐
╣▄ŠĆõō╩Ū═©▀^ę▒Į╝╝ąg║═▄łųŲ╣ż╦ćīŹ¼FŠ¦┴Ż╝Ü╗»Ż¼½@Ą├Ė▀ÅŖČ╚║═Ė▀ĒgąįĄ─ĪŻ┼c╣▄ŠĆõōĄ─┐ņ╦┘░lš╣ŽÓ▒╚Ż¼║ĖĮė▓─┴ŽĄ─╝╝ąg▀M▓ĮätŽÓī”ŠÅ┬²║═£■║¾Ż¼╩▄║ĖĮėę▒ĮÖC└ĒĄ─ŠųŽ▐Ż¼║ĖĮėĮėŅ^ų╗─▄═©▀^ę▒ĮĘ┤æ¬║═ĮYŠ¦▀^│╠Ą├ĄĮĄ─ŲĮ║ŌæBų∙ĀŅĮM┐ŚĪóį┌Ė▀ÅŖČ╚║═Ė▀Ēgąįų«ķgīżŪ¾ŲĮ║Ō³cĪŻ╣▄ŠĆõōõō╝ēįĮĖ▀Ż¼═¼ĢrŠ▀ėąĖ▀ÅŖČ╚║═Ė▀ĒgąįĄ─║ĖĮė▓─┴Ž┐╔▀xĘČć·įĮšŁĪŻ×ķ½@Ą├┼c─Ė▓─ąį─▄ŽÓ«öĄ─║ĖĮėĮėŅ^Ż¼ąĶę¬▀Mąą║ĖĮė▓─┴ŽĪó║ĖĮėĘĮĘ©╝░║ĖĮė╣ż╦ćĄ─ā×╗»ĪŻ
Ż©7Ż®ūį▒Żūo╦ÄąŠ║ĖĮz░ļūįäė║ĖĮė╣ż╦ćį┌ć°═Ōė═ÜŌķL▌ö╣▄Ą└╣ż│╠ųąĄ─æ¬ė├Ūķør╚ń║╬Ż┐įō║ĖĮė╣ż╦ć╚ń║╬┐žųŲ║Ė┐pĮī┘Ēgąįļx╔óå¢Ņ}Ż┐
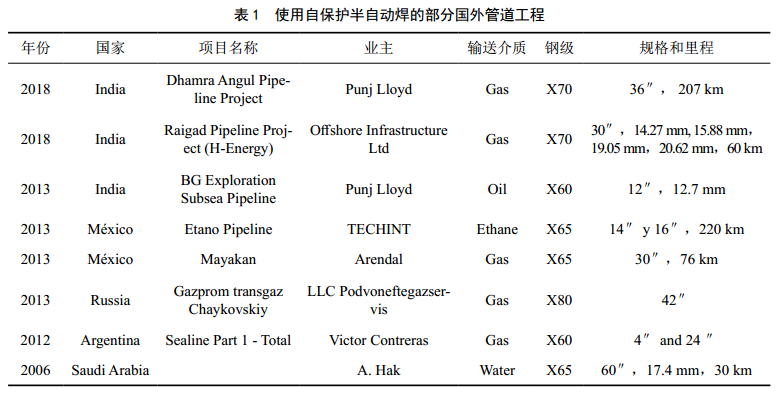
ūį▒Żūo╦ÄąŠ║ĖĮz░ļūįäė║ĖĮė╣ż╦ćį┌ėĪČ╚Īó╠®ć°Īó─½╬„ĖńĪóČĒ┴_╦╣Īó░óĖ∙═óĪó╔│╠ž░ó└Ł▓«Īóę┴└╩Īóę┴└Ł┐╦Īó╠KĄżĄ╚ć°╝ęŠ∙ėąæ¬ė├Ż¼▒Ē 1×ķŲõųą▓┐Ęų╣▄Ą└╣ż│╠ą┼ŽóĪŻ
ūį▒Żūo╦ÄąŠ░ļūįäė║Ė┐žųŲ║Ė┐pĮī┘Ēgąįļx╔óĄ─┤ļ ╩®░³└©Ż║ć└Ė±┐žųŲõō╣▄ųą┤┘Š¦ĮńM-AĮMį¬╔·│╔Ą─į¬╦ž║¼┴┐Ż╗ā×▀x╚█Ę¾Įī┘ÅŖČ╚║═Ēgąį┴╝║├Ą─║ĖĮė▓─┴ŽŻ╗▒ĪīėČÓĄ└║ĖŻ╗č÷║Ė╬╗ų├▀B╗Ī║ĖŻ╗║ĖĮė▓┘ū„▀^│╠ųą▒Ż│ų╗ĪķLĘĆČ©Ą╚ĪŻ
Ż©8Ż®░ļūįäė║ĖĮėĢrŻ¼£ń╗Ī║Ė║═▀B╗Ī║Ėį┌║Ė┐┌Ą─┴”īWąį─▄╔Žėą╩▓├┤ģ^äeŻ┐
ūį▒Żūo╦ÄąŠ║ĖĮz░ļūįäė║ĖĢrŻ¼ė╔ė┌£ń╗Ī║ĖĢrļŖ╗ĪĘĆČ©ąį▓ŅŻ¼ī”╚█│ž▒Żūoą¦╣¹▓╗║├Ż¼╩╣Ą├║Ė┐pĮī┘ųąĄ─Ą¬║¼┴┐į÷Ė▀Ż¼īóįņ│╔║Ė┐pĮī┘Ą─Ą═£žĒgąįļx╔óąį┤¾ĪŻ
Ż©9Ż®Į³─ĻX70║═X80õō╝ē╣▄Ą└Į©įO▓╔ė├╚½ūįäė║ĖŻ¼─▄ʱ┐╦Ę■¼FėąŁh║Ė┐p╩¦ą¦─Ż╩ĮŻ┐┼cć°═ŌŽÓ▒╚Ż¼╬ęć°╣▄Ą└ūįäė║Ėæ¬ė├ęÄ─ŻĄ─▓ŅŠÓ╚ń║╬Ż┐ĻPµIįŁę“į┌──└’Ż┐═╗ŲŲĘĮŽ“į┌──└’Ż┐į┌╝╝ąg╣▄└Ē║═ś╦£╩æ¬ė├Ą╚ĘĮ├µĄ─Į©ūhėą──ą®Ż┐
ć°ā╚═Ō¼FėąĄ─Łh║Ė┐p╩¦ą¦╩┬╝■ųą╔ą¤o╚½ūįäė║Ė║Ė┐┌╩¦ą¦░Ė└²ĪŻ╬ęć°į┌ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ĪóųąČĒįŁė═Č■ŠĆ╣▄Ą└╣ż│╠ųąŻ¼Łh║Ė┐pūįäė║ĖĄ─æ¬ė├ęÄ─Ż║═║ĖĮė┘|┴┐▓╗Ą═ė┌ć°═Ō╦«ŲĮĪŻė░Ēæ╬ęć°ūįäė║Ėæ¬ė├ęÄ─ŻĄ─ų„ę¬ę“╦žėą╩®╣żĄžą╬Å═ļsĪó╩®╣ż│╔▒Š┼cČ©Ņ~▓╗Ųź┼õ║═¼Fąą¤oōpÖz£yęÄČ©ī”║ĖĮė╚▒Ž▌“×╩š┤µį┌▓╗║Ž└ĒąįĪŻ
Ż©10Ż®─┐Ū░ė═ÜŌ╣▄Ą└║Ė┐pÅŖČ╚Ųź┼õ¼FĀŅ╚ń║╬Ż┐║Ė┐pėÓĖ▀čaÅŖ─▄ʱ░lō]æ¬ėąĄ─ū„ė├Ż┐ėÓĖ▀čaÅŖąĶūóęŌ──ą®å¢Ņ}Ż┐
ę└ō■Į³╦──ĻüĒųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└Īóķh╗øų¦Ė╔ŠĆ╠ņ╚╗ÜŌ╣▄Ą└Ą╚╣ż│╠Ą─║ĖĮė╣ż╦ćįuČ©öĄō■Ż¼─┐Ū░Łh║ĖĮėŅ^īŹ╬’╦«ŲĮČÓ×ķĄ╚ÅŖ╗“Ė▀ÅŖŲź┼õŻ¼Ųõųą╚½ūįäė║ĖŁh║ĖĮėŅ^ÅŖČ╚╝s▒╚─Ė▓─Ė▀100 MPaĪ½140 MPaŻ¼ĮM║Žūįäė║Ė║═║ĖŚlļŖ╗Ī║ĖĄ─Łh║ĖĮėŅ^ÅŖČ╚╝s▒╚─Ė▓─Ė▀50 MPaĪ½120 MPaĪŻ
║Ė┐pėÓĖ▀ėųĘQ×ķčaÅŖĖ▀Ż¼─▄ē“ča│õ║Ė┐pÅŖČ╚ĪŻėÓĖ▀čaÅŖąĶūóęŌ║Ė┐p│╔ą═┼c─Ė▓─łA╗¼▀^Č╔Ż¼▒▄├Ō║Ėų║▓┐╬╗Ą─õJĮŪĪóę¦▀ģĄ╚╚▒ŪĘĪŻ
Ż©11Ż®Ė▀õō╝ē╣▄Ą└Ą─ų▒┐p╣▄╗“┬▌ą²╣▄Ż¼Ųõ║Ė┐p╩Ūʱę▓┤µį┌Ą═ÅŖŲź┼õ║═║ĖĮė¤ßė░Ēæģ^▄ø╗»Ą─å¢Ņ}Ż¼ųŲ╣▄ÅS╩Ū╚ń║╬┐žųŲĄ─Ż┐
ų▒┐p┬±╗Ī║Ėõō╣▄║═┬▌ą²┐p┬±╗Ī║Ėõō╣▄į┌ųŲ╣▄║Ė┐p║ĖĮė╣ż╦ćš²┤_Ą─Ū░╠ߎ┬Ż¼─▄ē“┤_▒Ż║ĖĮėĮėŅ^Ą╚ÅŖ╗“Ė▀ÅŖŲź┼õĪŻųŲ╣▄║Ė┐p═¼śė┤µį┌║ĖĮė¤ßė░Ēæģ^▄ø╗»║═┤Ó╗»å¢Ņ}Ż¼─┐Ū░ųŲ╣▄ÅS▓╔ė├Ė─ūā║ĖĮėŲ┬┐┌ĮŪČ╚ęį▒ŻūCŲõ═©▀^║Ė┐pąį─▄įć“×ĪŻ
║ĖĮė¤ßė░Ēæģ^▄ø╗»║═┤Ó╗»å¢Ņ}Ż¼╚¶Å─ųŲ╣▄║ĖĮė╣ż╦ć║═Łh║Ė┐p║ĖĮė╣ż╦ćĘĮ├µ┐╔▓╔╚ĪĄ─┐žųŲ┤ļ╩®ŽÓī”▌^╔┘Ż¼ŪęĢ■┤¾Ę∙Č╚į÷╝ėõō╣▄ųŲįņ║═╩®╣ż╣▄└ĒļyČ╚Ż¼ę╦Å─õō░Õ╗“░ÕŠĒĄ─ę▒Į│╔Ęųā×╗»įOėŗ║═▄łųŲ╣ż╦ćį┤Ņ^ĮŌøQĪŻ
Ż©12Ż®×ķĮŌøQŁh║ĖĮėŅ^Ą═ÅŖŲź┼õ╝░║ĖĮė¤ßė░Ēæģ^▄ø╗»å¢Ņ}Ż¼ć°═Ōę╗ą®╣½╦Šęčī”õō╣▄ÅŖČ╚╝░ę▒Į│╔Ęų▓╔╚ĪŽ▐ųŲŚl╝■ĪŻ─┐Ū░ć°ā╚ėą▓╔╚Ī▀@ą®Ž▐ųŲŚl╝■Ą─ĒŚ─┐å߯┐ī”õō╣▄Ą─╔·«a│╔▒Šė░Ēæ┤¾å߯┐
ć°ā╚ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠Ż¼ęč▓╔╚ĪŽ▐ųŲ┤ļ╩®Ż¼╚ńį┌ėåžø╝╝ągęÄĖ±Ģ°ųąŽ▐ųŲõō╣▄ÅŖČ╚║═ę▒Į│╔ĘųŻ¼Ųõ│÷░l³c╩ŪĖ─╔ŲŁh║ĖĮėŅ^Ą─ÅŖČ╚Ųź┼õ║═└Ē╗»ąį─▄Ż¼ī”ė┌║ĖĮė¤ßė░Ēæģ^▄ø╗»║═┤Ó╗»å¢Ņ}┐╝æ]▌^╔┘ĪŻ
ŅAĘ└║ĖĮė¤ßė░Ēæģ^▄ø╗»║═┤Ó╗»å¢Ņ}Ż¼─┐Ū░ć°ā╚▀Ć╚▒Ę”ŽÓī”ŽĄĮyĄ─蹊┐Ż¼Ž▐ųŲŚl╝■ī”ė┌õō╣▄╔·«a│╔▒ŠĄ─ė░ĒæŻ¼╚ĪøQė┌ę▒Į│╔ĘųĄ─║¼┴┐į÷Ė▀╗“ĮĄĄ═Īóę¬Ū¾Ą─▄ł ųŲ╣ż╦ćÅ═ļs╗“║å╗»Ż¼¤oĘ©ę╗Ė┼Č°šōĪŻ
3 Łh║Ė┐p║ĖĮė╚▒Ž▌║═¤oōpÖz£yå¢Ņ}
Ż©13Ż®Łh║Ė┐pį┌12³cĪó 6³c╬╗ų├│÷¼Fć└ųž╚▒Ž▌Äū┬╩┤¾Ą─įŁę“╩Ū╩▓├┤Ż┐ėą──ą®Ė─▀M┤ļ╩®Ż┐
Łh║Ė┐p║ĖĮė▀^│╠ųąĮø│Żė÷ĄĮÄūĘN╣żørŻ¼╩╣Ą├Ė∙║Ė┐p│ą╩▄┴╦Ė³ČÓĄ─▌d║╔ūā╗»Ż¼ī¦ų┬į┌╣▄Ēö╗“╣▄Ąū╬╗ų├ęūķ_┴č╗“öÓ┴čĪŻ
ó┘£ŽŽ┬║ĖĢrŻ¼═∙═∙ų╗³c║Ė┴╦2éĆ╗“3éĆČ©╬╗║Ė┐pŠ═│Ęļx═Ōī”┐┌Ų„Ż¼╚¶╣▄Ą└ų¦ō╬▓╗ĘĆČ©Ģ■╩╣Ž╚║ĖĮėĄ─╣▄Ēö╗“╣▄ĄūĄ─Ė∙║Ė┐pķ_┴čŻ╗
ó┌Ė∙║Ėųą╩▄¤ß├ø└õ┐sė░ĒæŻ¼ėąĢrī”┐┌ķgŽČĢ■╩š┐sĄ├║▄ąĪ╔§ų┴×ķ┴ŃŻ¼¤oĘ©═Ļ│╔╚½▓┐Ė∙║Ė┐pĄ─║ĖĮėĪŻ┤╦Ģr║Ė╣żĢ■ę¬Ū¾╔į╬ó╠¦Ų╗“Ę┼Ą═╣▄Č╬Ż¼ęįš{š¹│÷▀m║ŽĄ─Ų┬┐┌ķgŽČŻ¼▀@ĘNąą×ķĢ■ī¦ų┬ęč═Ļ│╔Ą─╣▄Ēö╗“╣▄ĄūĖ∙║Ė┐pķ_┴č╗“öÓ┴čŻ╗
ó█╩╣ė├═┌ÖC▀Mąą╣▄┐┌ĮMī”ĢrŻ¼╚¶═┌ÖC╩╣ė├─ĻŽ▐Š├▀h╗“┘|┴┐▓╗▀^ĻPĢ■░l╔·═╗╚╗ąČē║Ż¼╚ń╣¹┤╦ĢrĖ∙║Ė┐p▀Ćø]ėą╚½▓┐║ĖĮė═Ļ│╔Ż¼Š═╚▌ęūį┌╣▄Ēö╗“╣▄Ąū╠Ä░l╔·ķ_┴čŻ╗
ó▄┴„╦«║ĖĮėū„śIųąŻ¼Ū░ę╗Ą└║Ė┐┌▀Ćį┌Ė∙║Ė╗“¤ß║Ė▀^│╠ųąŻ¼║¾ę╗Ą└║Ė┐┌ęčĮøķ_╩╝╣▄┐┌ĮMī”ĪŻļSų°╣▄Ą└▒╗┤¾Ę∙Č╚Ą§ŲĪóĘ┼Ž┬╗“ęŲ╬╗Ż¼īóį┌╣▄Ēö╗“╣▄Ąū▓┐╬╗«a╔·Ņ~═Ō▌d║╔Ż¼ć└ųžĢr┐╔ę²ŲŁh║Ė┐pķ_┴čŻ╗
ó▌å╬é╚│┴╣▄Ž┬£ŽĪóĦÅØŅ^╣▄Č╬Ž┬£ŽĄ╚╣żørĢrŻ¼Łh║Ė┐p│ą╩▄┴╦║▄┤¾Ą─æ¬┴”Ż¼ī¦ų┬ķ_┴č╗“öÓ┴čĪŻ
Ż©14Ż® X65╝░ęįŽ┬Ą═õō╝ē╣▄Ą└Ą─╩¦ą¦ÖC└ĒĪó╩¦ą¦ę“╦žėą║╬▓╗═¼Ż┐╩Ūʱę▓ąĶę¬ķ_š╣┤¾├µĘe┼┼▓ķ╝░ķ_═┌“×ūC─žŻ┐
X65╝░ęįŽ┬Ą═õō╝ēõō╣▄Ą─║ĖĮėąį║├ė┌X80Īó X70õō╣▄Ż¼║ĖĮė└õ┴č╝y├¶ĖąąįĖ³ąĪŻ¼Ą½Ųõį┌▓╗Ą╚▒┌║±║Ė┐┌ĪóÅØŅ^║═╚²═©Ą╚╣▄╝■║Ė┐┌╠ÄĄ─╩¦ą¦ÖC└ĒŽÓ╦ŲĪŻ╣▄Ą└│ą╩▄║▄┤¾═Ō▌d║╔╗“╣▄Ą└ųąą─ŠĆ░l╔·▌^┤¾ęŲ╬╗Ą─Ąžģ^Ż¼Į©ūh▀m«öķ_═┌“×ūCĪŻ
Ż©15Ż®ą┬Ą─Öz£yĘĮĘ©╚ńAUT/PAUTŻ¼╠žäeī”ĮŪ║Ė┐pĄ─Öz£yŻ¼ėą──ą®ą┬╝╝ągą┬│╔╣¹æ¬ė├Ż¼ŽÓĻPś╦£╩Į³─ĻüĒėą──ą®ą▐ėåŻ┐
ŽÓ┐žĻć│¼┬ĢÖz£y╝╝ągŻ©PAUTŻ®┐╔═©▀^│¼┬Ģ┬Ģł÷Ą─ėŗ╦ŃĘ┬šµüĒ▀mæ¬ĮŪ║Ė┐pÖz£yŻ¼┐╔▀_ĄĮ╚½Ė▓╔wŻ¼╠ßĖ▀ĮŪ║Ė┐p¤oōpÖz£yĄ─┐╔┐┐ąįĪŻ┤╦ŅÉ╝╝ągßśī”╠ž╩Ōą╬ĀŅ║Ė┐pŻ¼ī”╝╝ąg─▄┴”ę¬Ū¾║▄Ė▀Ż¼─┐Ū░ČÓ×ķę╗░Ėę╗ūhŻ¼Ž╚ėŗ╦ŃŻ¼į┘īŹ“×╩ę“×ūCŻ¼į┘▀MąąĮŪ║Ė┐pÖz£yŻ¼Ģ║Ģr▓╗▀m║ŽęÄ─Ż╗»╣ż│╠æ¬ė├ĪŻ
Ż©16Ż®▒▒├└Ąžģ^Į³─Ļčą░l┴╦Å─õō╣▄ā╚▓┐ī”Łh║Ė┐p┴č╝y▀Mąą│¼┬Ģ▓©Öz£yĄ─ĘĮĘ©Ż¼Ųõ▀mė├ĘČć·Īóæ¬ė├Ūķør║═ą¦╣¹╚ń║╬Ż┐
ō■╬ę┴╦ĮŌŻ¼▒▒├└Ąžģ^Å─õō╣▄ā╚▓┐ī”Łh║Ė┐p▀Mąą│¼┬Ģ▓©Öz£yĄ─ĘĮĘ©Ż¼╩ŪĮĶų·╣▄Ą└═Ż▌ö║═ųžą┬╦«ē║įć“×╣żørŻ¼īó╚½ūįäė│¼┬Ģ▓©Öz£yāxŲ„Ę┼ų├į┌╣▄Ą└ā╚Ż¼└¹ė├╣▄ā╚Ą─╦«ū„×ķäė┴”║═±Ņ║ŽĮķ┘|ī”Łh║Ė┐p▀MąąČ©╬╗║═Öz£yŻ¼░l¼FŁh║Ė┐pĄ─╬Ż║”ąį╚▒ŪĘĪŻ
įōĘĮĘ©┐╔ų▒Įėė├ė┌įŁė═╣▄Ą└║═│╔ŲĘė═╣▄Ą└Ż¼╠ņ╚╗ÜŌ╣▄Ą└ätąĶĮĶų·╦«ē║įć“×▀MąąŻ¼Öz£yĮY╣¹Ą─┐╔┐┐ąį┼cĮ©įOŲ┌Ą─╚½ūįäė│¼┬ĢŻ©AUTŻ®Öz£yŽÓ«öŻ¼─▄ē“░l¼FŁh║Ė┐pā╚Ą─┴č╝yĪó╬┤╚█║ŽĄ╚╬Ż║”ąį╚▒ŪĘĪŻ
Ż©17Ż®╩ų╣ż║ĖĪó░ļūįäė║ĖĪóūįäė║ĖĄ╚▓╗═¼║ĖĮė╣ż╦ć┼c¤oōpÖz£yĘĮĘ©Ą─Ųź┼õąįĪó▀mė├ąįŻ¼──ĘN║ĖĮė╣ż╦ć┐╔┐┐ąįĖ³Ė▀Ż┐
╩ų╣ż║ĖĪó░ļūįäė║Ė║═ĮM║Žūįäė║ĖŻ¼Ųõų„ę¬╚▒ŪĘŅÉą═×ķŖAį³ĪóÜŌ┐ūĄ╚¾wĘeą═╚▒ŪĘŻ¼▀mė├Ą─¤oōpÖz£yĘĮĘ©╩Ū╔õŠĆÖz£yĘĮĘ©ĪŻ╚½ūįäė║ĖĪó STTĖ∙║ĖĪó RMDĖ∙║ĖĄ╚Ż¼Ųõų„ę¬╚▒ŪĘŅÉą═×ķ╬┤╚█║ŽĪó╬┤║Ė═ĖĄ╚├µĘeą═╚▒ŪĘ╝░ÜŌ┐ūŻ¼▀mė├Ą─¤oōpÖz£yĘĮĘ©╩ŪAUT╗“PAUTĄ╚Öz£yĘĮĘ©ĪŻ
AUT║═PAUTĄ─öĄūų│¼┬Ģ▓©Öz£y╝╝ąg│╔╩ņ┐╔┐┐Ż¼Ą½ī”Öz£y╚╦åTĪóÖz£yįOéõ║═Öz£y╣ż╦ćĄ─ę¬Ū¾ŽÓī”Ė³Ė▀Ż¼ė╚Ųõ╩ŪAUTÖz£yŻ¼─┐Ū░ų╗æ¬ė├ė┌ė═ÜŌ╣▄Ą└Į©įOąąśIŻ¼Å─śI╚╦åT▒╚└²ŽÓī”▌^ąĪŻ¼▓╗Ž±Ųõ╦¹¤oōpÖz£yĘĮĘ©─Ūśė▒╗┤¾ČÓöĄÖz£y╚╦åTĪó┘|┴┐╣▄└Ē╚╦åTĪó║Ė╣ż╦∙╩ņų¬║═šŲ╬šĪŻę“┤╦ąĶę¬═©▀^╣ż│╠Ū░Ą─¤oōpÖz£y╣ż╦ćįuČ©ĪóįOéõąŻ║╦Īó╚╦åT┼Óė¢Ą╚ć└Ė±Ą─╣▄└Ē┴„│╠Ż¼ęį╝░╣ż│╠Į©įO▀^│╠ųąć└Ė±ł╠ąąÖz£y╝o┬╔Ż¼▒ŻūCÖz£yĄ─┐╔┐┐ąįĪŻ
4 į┌ę█╣▄Ą└ŠSōīą▐å¢Ņ}ųąČĒ¢|ŠĆūįäė║ĖĮė¼Fł÷
Ż©18Ż®─┐Ū░Ė▀õō╝ē┤¾┐┌ÅĮ╣▄Ą└ŠSōīą▐╣▄╝■Ż©ķ_┐ū ╚²═©╗“ą▐Å═╠ū═▓Ż®Ą─▓─┘|Ą╚╝ē▒╚▌^Ą═Ż¼ßśī”X80╣▄Ą└į┌ę█║ĖĮėŻ¼╩ŪʱėąÅŖČ╚Ųź┼õĪó║ĖĮėąį║├Ą─ą┬▓─┴Ž╠µ┤·¼Fė├╣▄╝■▓─┘|Q345R?
Į©ūh┐╝æ]ā”╣▐╣▐░Õ▓─┴ŽŻ©SPV 490QĪó 12MnNiVRĪó07MnNiVDRĪó 07MnNiMoDRŻ®ū„×ķ╠µ┤·▓─┴ŽŻ¼ŲõŪ³Ę■ÅŖČ╚490 MPaŻ¼┐╣└ŁÅŖČ╚610 MPaŻ¼Į╗žøĀŅæB×ķš{┘|æBŻ¼Ūę║ĖĮėąį┴╝║├Ż¼ī”ŅA¤ß£žČ╚ę¬Ū¾Ą═Ż¼┐╔═©▀^¤ß╠Ä└Ē╣ż╦ćųŲįņ╠ūąõĪŻ
ū„×ķ╠µ┤·▓─┴ŽŻ¼æ¬═©▀^╠ūąõįćųŲĪó║ĖĮė╣ż╦ćįuČ©Ą╚įć“ׯ¼įu╣└ŲõĘ¹║ŽŽÓæ¬ś╦£╩ęÄČ©║¾Ż¼ĘĮ┐╔į┌╣ż│╠ųą╩╣ė├ĪŻ
Ż©19Ż®╠ūąõ║ĖĮė║═╣▄Ą└║ĖĮė║¾Ż¼×ķ╩▓├┤▀xō±24ąĪĢrĪó 48ąĪĢr▀Mąąčė▀t┴č╝yÖz£yŻ┐
─┐Ū░╩╣ė├Ą─╠ūąõ▓─┴Žą═╠¢×ķQ345RŻ¼ī┘ė┌╚▌Ų„ė├õōŻ¼Ųõ║¼╠╝┴┐║═╠╝«ö┴┐Ė▀Ż¼║ĖĮė└õ┴č╝y├¶ĖąąįÅŖŻ¼ė╚Ųõ▒┌║±┤¾ė┌32 mmĢr╩▄║ĖĮėæ¬┴”Ą─ė░ĒæŻ¼└õ┴č╝yŻ©čė▀t┴č╝yŻ®āAŽ“┤¾Ż¼ę“┤╦ąĶę¬24ąĪĢrĪó 48ąĪĢr╗“72ąĪĢr║¾▀Mąą¤oōpÖz£yĪŻ
Ż©20Ż®į┌ę█╣▄Ą└Łh║Ė┐pĄ─┴”īWąį─▄蹊┐¼FĀŅ╚ń║╬Ż┐Ė─ŠĆČ╬ÅUŚē╣▄Ą└ęį╝░ŠSōīą▐ōQ╣▄ōQŽ┬üĒ╣▄╣Ø╚ń║╬Ė³║├Ąž┘Yį┤└¹ė├Ż┐
į┌ę█╣▄Ą└Łh║Ė┐pĄ─┴”īWąį─▄蹊┐─┐Ū░ČÓ╩Ū░ķļSŁh║Ė┐p╩¦ą¦Ęų╬÷▀^│╠▀MąąĄ─Ż¼įć“×║═Ęų╬÷╣żū„▓╗ē“ŽĄĮyĪŻĖ─ŠĆČ╬ÅUŚē╣▄Ą└ęį╝░ŠSōīą▐ōQ╣▄ōQŽ┬üĒ╣▄╣ØŻ¼ėą▒žę¬░┤╣▄Ą└Į©įO─Ļ┤·Īóõō╣▄╔·«a╝╝ąg¾wŽĄĪóŁh║Ė┐p║ĖĮė╣ż╦ćĄ╚▀MąąŽĄĮyĄ─╣▄¾wąį─▄║═Łh║Ė┐pąį─▄įć“×蹊┐Ż¼═©▀^ĮyėŗĘų╬÷┤_šJķLŲ┌▀\ąąõō╣▄Ģrą¦ĪóŁh║ĖĮėŅ^ÅŖĒgąįĄ╚č▌ūāęÄ┬╔Ż¼×ķ║¾└mĖ▀õō╝ē╣▄Ą└Į©įOĄņČ©╝╝ąg╗∙ĄAĪŻ
ĖĮŻ║Ųõ╦¹ŽÓĻPå¢Ņ}Ą─ĮŌ┤
å¢Ņ}1Ż║ LPG╗“LNG╣▄Ą└Ą═£žį┌ę█║ĖĮėĄ─╣ż╦ć蹊┐ī┘ė┌╝╝ąg┐š░ūŻ¼ę▓╩Ū╝╝ągļy³cŻ¼╩ął÷ąĶŪ¾įĮüĒįĮ┤¾Ż¼╚ń║╬┐┤┤²▀@éĆå¢Ņ}Ż┐
┤Ż║ LPG╗“LNG╣▄Ą└═©│Ż╩Ūā”╣▐Į©įOė├9%NiĪó▓╗õPõōĄ╚Ą═£ž▓─┴ŽĪŻŠSōīą▐║ĖĮėę╗░Ń▓╗Ģ■╔µ╝░ĄĮ▀@ŅÉĄ═£žõōĄ─║ĖĮėĪŻ LPG╗“LNG═Ō▌ö╣▄Ą└Ą─│÷šŠ┐┌▀\ąą£žČ╚╔įĄ═Ż¼Ą½┐é¾w┼c│ŻęÄĄ─╠ņ╚╗ÜŌ╣▄Ą└ŽÓŅÉ╦ŲŻ¼ŠSōīą▐║ĖĮė╦∙ė÷ĄĮĄ─Ą═£žį┌ę█║ĖĮė╣żør▓╗Ģ■▒╚║┌║ėĪóק¶ö─Š²RĄ╚Ąžģ^Č¼╝ŠŁhŠ│Ą─╣żørĖ³É║┴ėŻ¼╦∙ęį╬ęšJ×ķŽÓĻPĄ─║ĖĮė╝╝ągļy³cČ╝ęčĮøėą│╔╩ņĄ─╣ż│╠Įø“×┴╦ĪŻ
å¢Ņ}2Ż║ Q345R╠ūąõ║±Č╚ĪóŁh║Ė┐p┐╔║ĖĖ▀Č╚┼c▓╗═¼╣▄Ą└▒┌║±║═▓─┘|Ą─ĻPŽĄŻ┐
┤Ż║░┤įOėŗę¬Ū¾║═ŠSōīą▐ś╦£╩ł╠ąąŻ¼▒žę¬Ģr▀MąąėąŽ▐į¬─ŻöMėŗ╦ŃĪŻ

å¢Ņ}3Ż║╠ū═▓╩Ūʱ─▄ū„×ķ╚▒Ž▌║Ė┐┌Ą─ė└Š├ą▐Å═ĘĮ╩ĮŻ┐
┤Ż║ę└ō■¼FąąĄ─ŠSōīą▐ś╦£╩Ż¼ Bą═╠ū═▓╩Ū╬©ę╗┐╔ė├ė┌Łh║Ė┐pė└Š├ą▐Å═Ą─ĘĮĘ©Ż¼Ųõ┤╬╩ŪōQ╣▄ĪŻ
å¢Ņ}4Ż║ć°═ŌBą═╠ū═▓╚½ūįäė║ĖĄ─æ¬ė├Ūķør╚ń║╬Ż┐ŽÓī”ė┌╩ų╣ż║ĖĮėŻ¼ Bą═╠ū═▓ūįäė║ĖąĶę¬ų°ųž┐╝æ]──ą®ĘĮ├µŻ┐ć°ā╚Bą═╠ū═▓ūįäė║ĖęčĮøķ_╩╝¼Fł÷æ¬ė├Ż¼ī”ė┌╚½├µ═ŲÅVŻ¼─·ėą╩▓├┤Į©ūhŻ┐
┤Ż║╩Ū╬┤üĒĄ─░lš╣ĘĮŽ“Ż¼Ą½ć°ā╚═ŌŽÓĻPś╦£╩─┐Ū░Š∙╬┤īóŲõ┴ą╚ļĪŻ
å¢Ņ}5Ż║─┐Ū░Łh║Ė┐pą▐Å═╣żū„┴┐▌^┤¾Ż¼ī”ė┌Łh║Ė┐pą▐Å═ą╬│╔¾wŽĄś╦£╩Ż¼ųĖī¦¼Fł÷æ¬ė├Ż¼─·ėą╩▓├┤Į©ūhĪŻ
┤Ż║Łh║Ė┐pą▐Å═ęčėąŽĄ┴ąś╦£╩Ż¼░³└©ć°ļHś╦£╩Īóć°╝ęś╦£╩ĪóąąśIś╦£╩ĪóĖ„▀\ĀI╣½╦ŠĄ─Ų¾śIś╦£╩ĪóĒŚ─┐╣▄└Ē╬─╝■Ą╚Ż¼Ė„īė╝ēČ╝ėąŻ¼Ą½ŽÓ╗źų«ķgę▓ėą├¼Č▄║═▓╗ģfš{ų«╠ÄĪŻ
ū„š▀║åĮķŻ║╦Õė└└“Ż¼┼«Ż¼ 1970─Ļ╔·Ż¼Į╠╩┌╝ēĖ▀╝ē╣ż│╠ĤŻ¼¼F×ķųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└┐ŲīW蹊┐į║ėąŽ▐╣½╦ŠŲ¾śIę╗╝ēīŻ╝ęĪóųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦Š╩ūŽ»║ĖĮė╝╝ągīŻ╝ęĪŻķLŲ┌į┌ė═ÜŌ╣▄Ą└║═ā”╣▐║ĖĮėŅIė“Ą┌ę╗ŠĆÅ─╩┬┼c║ĖĮė╝╝ągŽÓĻPĄ─┐ŲīW蹊┐Īó╣ż╦ćā×╗»║═╝╝ąg═ŲÅV╣żū„ĪŻĮøÜv┴╦╬ęć°╣▄Ą└Į©įO┤¾░lš╣ĢrŲ┌Ż¼╩Ū╬„ÜŌ¢|▌ö╣▄Ą└╣ż│╠Īó╬„ÜŌ¢|▌öČ■ŠĆ╣▄Ą└╣ż│╠ĪóųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠Ą╚¼Fł÷║ĖĮė╣ż╦ćĄ─ų„ę¬ųŲČ©š▀ĪŻ│ąō·▓ó═Ļ│╔ć°╝ęĪóųą╩»ė═╝»łF╣½╦Š║═╣▄Ą└Šų┐ŲčąĒŚ─┐40ėÓĒŚŻ¼╚ĪĄ├Ą─┐Ų╝╝│╔╣¹═Ųäė┴╦X65ĪóX70║═X80õō╣▄į┌╬ęć°╣▄Ą└Į©įOųąĄ─æ¬ė├ĪŻų„│ų║═ģó┼cųŲą▐ėåć°╝ęś╦£╩6ĒŚĪóąąśIś╦£╩6ĒŚĪó╩»ė═Ų¾śIś╦£╩23ĒŚĪŻ½@╩┌ÖÓć°╝ę░l├„īŻ└¹7ĒŚĪóīŹė├ą┬ą═īŻ└¹4ĒŚŻ╗śs½@╩Ī▓┐╝ē┐Ų╝╝¬ääŅ12┤╬ĪóŠų╝ē┐Ų╝╝¬ääŅ15┤╬ĪŻ╣½ķ_░l▒Ēšō╬─50ėÓŲ¬ĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
